undefined
Apparel & Fashion
Loading subcategories...
View More

Description
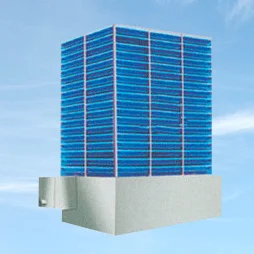
Our industrial water cooled chiller represents advanced cooling technology engineered for demanding manufacturing and processing applications. Built with corrosion-resistant materi...
Our industrial water cooled chiller represents advanced cooling technology engineered for demanding manufacturing and processing applications. Built with corrosion-resistant materials and sophisticated thermal management systems, this chiller delivers consistent performance in challenging industrial environments. The unit features precision temperature control capabilities that maintain optimal operating conditions within tight tolerances, ensuring process stability and product quality throughout continuous operation. The robust construction and intelligent design make it suitable for heavy-duty applications, providing reliable cooling for critical manufacturing processes while optimizing energy consumption through efficient heat exchange systems. This water cooled chiller serves numerous industries that require precise temperature management and high cooling efficiency. In plastic manufacturing, it ensures consistent product quality by maintaining exact mold temperatures during production cycles. The food processing sector utilizes these chillers for applications requiring strict hygiene standards, while pharmaceutical manufacturers depend on them for temperature-controlled production environments. Large commercial facilities benefit from the chiller's efficient heat rejection capabilities in HVAC applications, and manufacturing plants employ them for metalworking, laser cutting, and various industrial processes where thermal management is essential for operational success. The operational value of our water cooled chiller lies in its exceptional reliability and efficiency, which directly contribute to improved productivity and cost management. The corrosion-resistant construction ensures extended service life with minimal maintenance requirements, significantly reducing total ownership costs. Energy-efficient components and optimized thermal systems lower electricity consumption, resulting in substantial operational savings over time. Precise temperature control enhances manufacturing quality and reduces material waste, while the durable design ensures continuous operation in demanding conditions. These chillers undergo rigorous testing to guarantee consistent performance, providing operational continuity and reliability for industrial applications. Key Features: - Corrosion-resistant construction for extended service life - Precision temperature control with tight tolerance accuracy - Energy-efficient compressor and pump systems - Robust industrial-grade components for reliable operation - Advanced thermal management for consistent performance Benefits: - Reduced operational costs through energy efficiency - Extended equipment lifespan with minimal maintenance - Enhanced product quality through precise temperature control - Reliable performance in demanding industrial environments - Lower total cost of ownership over equipment lifetime
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
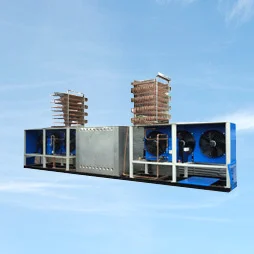
Our industrial water cooled chillers provide stable and efficient cooling for critical manufacturing processes across multiple sectors. They integrate seamlessly with production equipment to maintain optimal operating temperatures, enhancing process reliability while minimizing downtime. The robust construction ensures consistent performance even under continuous heavy usage conditions, making them ideal for demanding industrial environments where temperature stability is crucial. These advanced cooling systems are engineered for applications requiring precise temperature control and high heat removal capacity. Suitable for both large-scale industrial operations and specialized processes, they support uninterrupted operation where temperature fluctuations cannot be tolerated. The units deliver reliable cooling performance that maintains product quality and process efficiency, with configurations available to meet specific spatial and operational requirements across diverse industrial settings. - Plastic injection molding for consistent part quality and reduced cycle times - Food processing operations requiring hygiene-compliant cooling solutions - Pharmaceutical manufacturing for temperature-sensitive production environments - HVAC systems in large commercial and industrial facilities - Metalworking and laser cutting applications for thermal management
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Gireesh Heat Exchangers & Cooling Towers, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Mid East
Africa
Domestic
Industrial Water Cooled Chiller Durable Energy Efficient Temperature Control
Industrial water cooled chiller delivers durable, energy-efficient temperature control for manufacturing and processing applications. Features corrosion-resistant construction and precise thermal management for reliable performance in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Gireesh Heat Exchangers & Cooling Towers Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer