undefined
Description
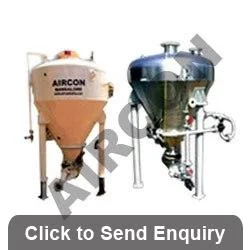
Premium pneumatic conveying system spares deliver reliable performance for industrial material handling applications. These components are engineered to withstand demanding operati...
Premium pneumatic conveying system spares deliver reliable performance for industrial material handling applications. These components are engineered to withstand demanding operating conditions while maintaining efficient material transfer capabilities across various industries. Each part is manufactured to precise specifications to ensure seamless integration with existing pneumatic conveying systems, guaranteeing compatibility and optimal performance. The focus on quality craftsmanship ensures that every component delivers consistent results in critical material handling operations, making them the preferred choice for buyers seeking durable and reliable conveying solutions that stand the test of time. These pneumatic conveying spares find extensive usage across multiple industries including cement manufacturing, food processing, pharmaceutical production, chemical processing, and mineral handling operations. In cement plants, they ensure smooth material flow from kilns to storage silos with minimal maintenance requirements. Food processing facilities rely on them for hygienic material transfer while maintaining product integrity. Pharmaceutical companies utilize these components for precise powder handling in controlled environments. Chemical plants benefit from their corrosion-resistant properties, and mineral processing operations depend on their abrasion-resistant capabilities for handling abrasive materials efficiently and reliably day after day. Our pneumatic conveying spares deliver exceptional business value through enhanced system reliability and reduced operational downtime. These components are engineered for long-lasting performance with minimal maintenance requirements, providing cost-effective replacement solutions that ensure operational continuity. The wear-resistant construction extends service life significantly, reducing replacement frequency and associated costs. Businesses trust our spares for their consistent performance in critical material handling operations, making them a smart investment for maintaining efficient production workflows and maximizing return on equipment investments while minimizing unexpected shutdowns and production losses. Key Features: - Heavy duty diverters for precise material direction control - Long radius bends with wear-resistant liners for durability - Bin vent filters for efficient dust management systems - Collection hoppers with optimal capacity design - Precision engineering for seamless system integration Benefits: - Reduced operational downtime through reliable performance - Extended service life with wear-resistant construction - Cost-effective replacement solutions for existing systems - Enhanced material flow efficiency in handling operations - Minimal maintenance requirements for long-term savings
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our pneumatic conveying spares maintain peak efficiency in industrial material transfer systems. These precision components ensure continuous operation, minimize downtime, and support smooth material flow across various processing stages. They withstand demanding conditions while maintaining consistent performance in critical handling operations, providing reliable service when it matters most. These high-quality components serve essential roles in manufacturing plants, processing facilities, and bulk material handling operations globally. They facilitate seamless material movement from production lines to storage areas while ensuring operational reliability. Industries depend on these spares for their compatibility with existing systems and their ability to enhance overall conveying efficiency through superior engineering and design. - Heavy duty diverters for precise material direction control in processing plants - Long radius bends with wear-resistant liners for abrasive material handling - Bin vent filters for effective dust control in manufacturing facilities - Collection hoppers for efficient material gathering and transfer operations - Feed silos for reliable storage and controlled discharge in industrial settings
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aircon Handling Systems Private Limited, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Quality & Certification
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Industrial Pneumatic Conveying System Spares For Material Handling
Premium pneumatic conveying system spares for industrial material handling. High-quality components for air slides, boosters, and conveying lines ensure durability and reliability in demanding operations worldwide.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aircon Handling Systems Private Limited Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer