undefined

Description
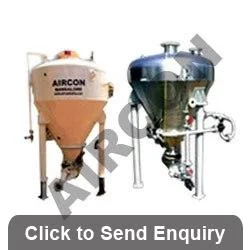
Our dilute phase conveying systems represent advanced dry bulk material handling solutions engineered for superior performance across diverse industrial applications. These systems...
Our dilute phase conveying systems represent advanced dry bulk material handling solutions engineered for superior performance across diverse industrial applications. These systems utilize air pressure or vacuum to transport powders and granules through sealed pipelines, ensuring dust-free operation and minimal product loss. Designed with operational flexibility, each system accommodates specific material characteristics, distance requirements, and facility layouts. Built to international quality standards, our conveying systems deliver reliable performance with minimal maintenance needs, supporting continuous production cycles without interruption. The robust construction ensures long-term durability while energy-efficient operation reduces overall operational costs for sustainable material handling. These systems serve essential roles across multiple industries where efficient material transfer directly impacts production efficiency. In food processing facilities, they handle ingredients like flour, sugar, and additives while maintaining strict hygiene standards. Pharmaceutical manufacturers depend on them for gentle handling of active pharmaceutical ingredients and delicate excipients. Chemical plants utilize these systems for plastic pellets and polymer powders, while agricultural operations transport grains and animal feed components efficiently. Construction material producers convey cement, fly ash, and dry mixtures between processing stages, with each industry benefiting from the system's ability to maintain material integrity while ensuring consistent flow rates throughout operations. The operational value of our dilute phase conveying systems extends beyond basic material transport to encompass reliability and cost efficiency. These systems significantly reduce manual handling requirements, lowering labor costs and minimizing workplace safety risks associated with material transfer. Their completely sealed design prevents material loss and contamination, ensuring product quality remains intact throughout the transfer process. With configurable options, they integrate seamlessly into existing production lines without requiring major modifications or disruptions. The durable construction and quality components ensure minimal operational downtime and reduced maintenance expenditures over the system's operational lifespan. International compliance features make these systems suitable for global operations, meeting diverse regulatory requirements across different markets and applications. Key Features: - Custom engineered solutions for specific material handling requirements - Built to international quality and safety standards for global compliance - Both pressure and vacuum configuration options available - Sealed pipeline system ensuring dust-free operation and minimal product loss - Energy-efficient design reducing operational costs and environmental impact Benefits: - Reduced manual handling lowering labor costs and safety risks - Prevents material loss and contamination maintaining product quality - Seamless integration into existing production lines without major modifications - Minimal operational downtime with reduced maintenance requirements - Global compliance suitable for international operations across markets
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Dilute phase conveying systems provide efficient transport of non-abrasive powders and granules over extended distances while maintaining material integrity. Their gentle handling prevents product degradation, making them ideal for industries where quality preservation is critical. The straightforward design ensures reliable operation with minimal maintenance requirements in demanding production environments. These systems offer both pressure and vacuum configurations to accommodate various plant layouts and operational needs. They effectively handle materials with low bulk density while ensuring minimal product separation during transport. The technology maintains consistent flow rates from source to destination throughout continuous operation cycles, supporting uninterrupted production processes. - Food processing for hygienic transfer of flour, sugar, and food additives - Pharmaceutical manufacturing handling sensitive active ingredients and excipients - Chemical industry transporting plastic pellets and polymer compounds - Agriculture and feed production moving grains and nutritional components - Construction materials handling cement, fly ash, and dry mixture transport
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aircon Handling Systems Private Limited, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Quality & Certification
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Dilute Phase Conveying Systems For Powder And Granule Transport
Dilute phase conveying systems efficiently transport powders and granules in industrial settings. Built to international standards for reliable, dust-free material handling across food, pharmaceutical, and chemical industries with consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aircon Handling Systems Private Limited Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer