undefined
Apparel & Fashion
Loading subcategories...
View More
Description
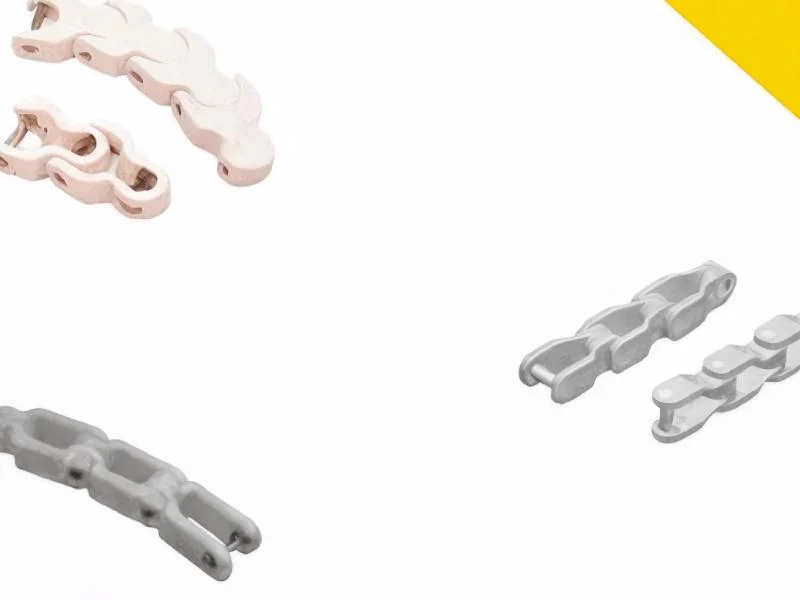
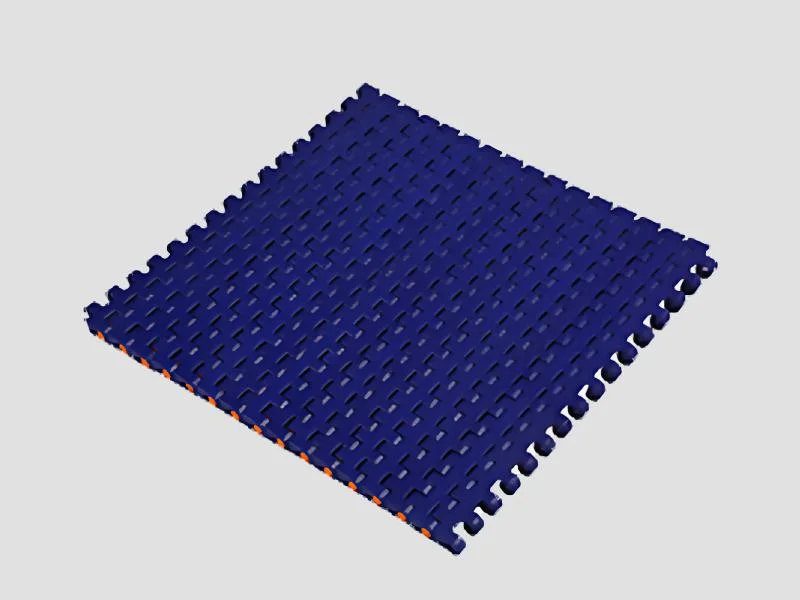
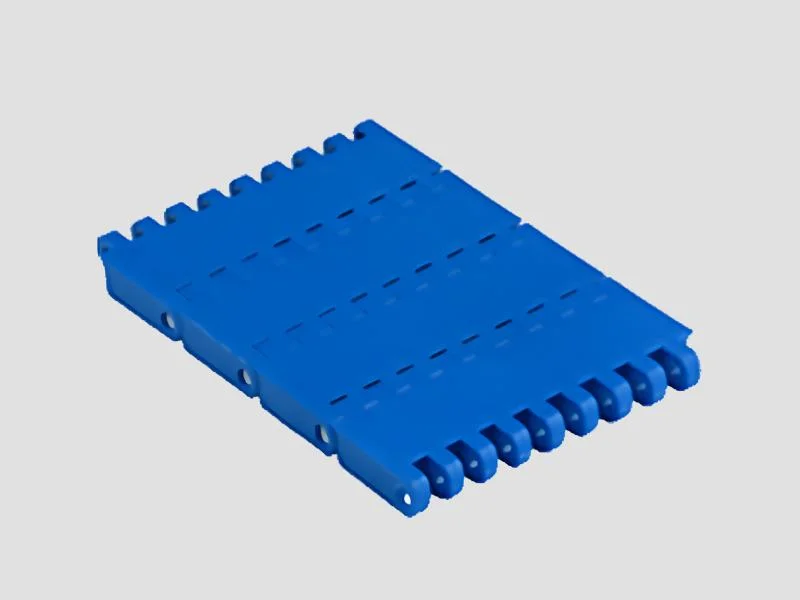
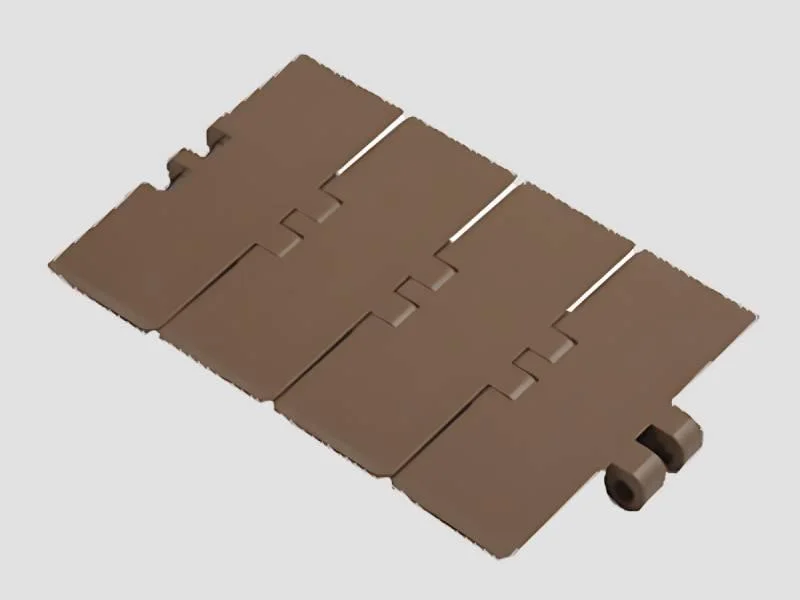
Our plastic conveyor chains represent advanced material handling technology, combining durability with exceptional performance characteristics. These medium-duty chains feature sup...
Our plastic conveyor chains represent advanced material handling technology, combining durability with exceptional performance characteristics. These medium-duty chains feature superior corrosion and chemical resistance that outperforms traditional metal alternatives in demanding industrial environments. Available in standard white and black colors with pitch sizes ranging from 1/2 inch to 2 inches, they accommodate diverse operational requirements. The lightweight construction reduces energy consumption while maintaining structural integrity during continuous operation. Designed for smooth material transportation across various applications, these chains deliver reliable performance with minimal maintenance, making them a smart investment for efficient operations. These versatile chains serve critical functions across multiple industries where reliability and cleanliness are essential. In food and beverage processing, they safely transport products through bottling, packaging, and inspection stations while resisting corrosion from cleaning chemicals and moisture. Pharmaceutical manufacturers value their clean operation and compliance with strict hygiene standards in production facilities. The textile industry utilizes them for efficient material handling in manufacturing processes, while electronics manufacturers depend on their smooth operation for transporting delicate components. Packaging operations and distribution centers implement them in automated sorting systems where consistent performance is crucial for maintaining operational efficiency and throughput. The business value of our plastic chains extends beyond initial cost savings to include significant long-term operational advantages. Their low maintenance requirements translate to reduced downtime and lower labor costs compared to metal chain alternatives. The corrosion-resistant properties ensure extended service life in challenging environments, providing superior return on investment over time. The available specifications allow for optimal integration with existing systems, minimizing implementation challenges and disruptions. Reliability is engineered into every component, with rigorous quality control ensuring consistent performance that production teams can depend on daily. These chains represent not just equipment but a strategic partnership in enhancing your operational efficiency and productivity. Key Features: - Corrosion and chemical resistant construction for extended service life - Medium duty load capacity suitable for most industrial applications - Available in white, black, or customized color options - Pitch sizes ranging from 1/2 inch to 2 inches for system flexibility - Lightweight design reducing energy consumption and component wear Benefits: - Low maintenance requirements reducing operational downtime and costs - Easy installation minimizing implementation time and labor expenses - Superior corrosion resistance compared to metal chain alternatives - Customizable specifications for perfect system integration - Reliable performance ensuring consistent production output and efficiency
Specifications
| Attribute | Value |
|---|---|
| Color | White / Black / Customized |
| Pitch | ½†– 2†(varies by type) |
| Load Capacity | Medium Duty |
| Resistance | Corrosion & Chemical Resistant |
| Maintenance | Low |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These plastic conveyor chains perform exceptionally in environments demanding hygiene and durability. Their corrosion-resistant properties make them perfect for food processing, pharmaceutical, and chemical applications where moisture and cleaning agents would compromise metal alternatives. The smooth operation ensures consistent performance across automated production lines with minimal maintenance requirements. Available in pitch sizes from 1/2 inch to 2 inches and multiple color options, these chains adapt seamlessly to specific operational needs. The medium-duty load capacity handles most industrial applications while maintaining lightweight advantages over traditional metal chains. Easy installation reduces implementation downtime and simplifies maintenance procedures, ensuring quick integration into existing systems. - Food processing lines for bottling, canning, and packaging operations - Pharmaceutical manufacturing requiring strict hygiene compliance - Textile industry material handling and production systems - Electronics assembly for delicate component transportation - Packaging and distribution center automated sorting systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectra Plast India, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Plastic Conveyor Chains Medium Duty Corrosion Resistant Low Maintenance
Plastic conveyor chains provide medium-duty corrosion-resistant material handling with low maintenance. Ideal for food processing, packaging, and textile industries requiring reliable, easy-installation solutions in white, black, or customized colors.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectra Plast India
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer