undefined
Apparel & Fashion
Loading subcategories...
View More

Description
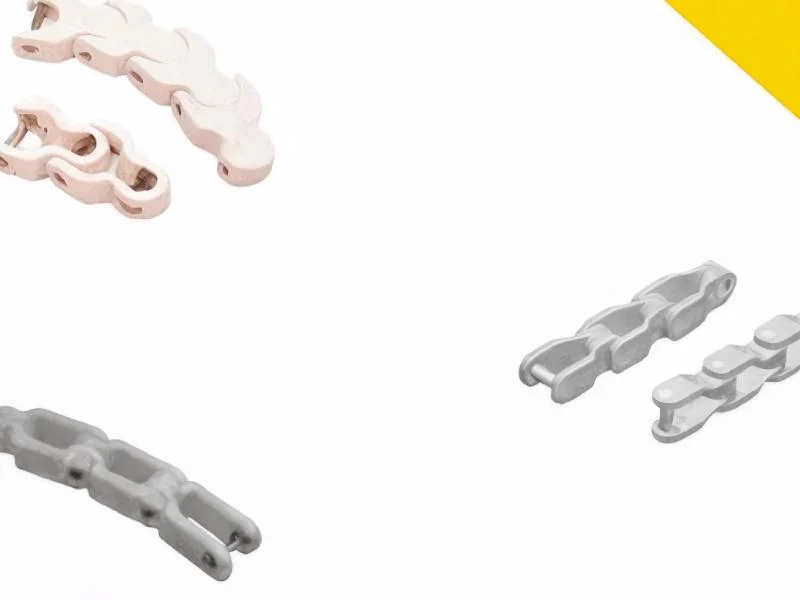
Industrial SS slat chains represent advanced conveyor chain engineering designed for applications where standard chains cannot withstand operational demands. Manufactured from prem...
Industrial SS slat chains represent advanced conveyor chain engineering designed for applications where standard chains cannot withstand operational demands. Manufactured from premium stainless steel grades SS 304 and SS 316, these chains combine exceptional tensile strength with built-in resistance to environmental challenges. The standardized pitch options ranging from ½ inch to 2 inches provide flexibility for various conveyor configurations while maintaining consistent performance. Whether you choose polished or matte surface finishes, each chain undergoes rigorous quality control to ensure it meets heavy-duty load capacity requirements that modern industrial operations demand. These chains are critical investments in your production line's reliability and longevity, engineered to perform where others fail. Across multiple industries, SS slat chains have proven their value in the most challenging applications. In automotive manufacturing, they reliably transport heavy engine blocks and chassis components through demanding assembly processes. The food processing industry depends on these chains for moving products through high-temperature ovens, freezing tunnels, and aggressive wash-down areas where sanitation is paramount. Beverage and brewery operations utilize them for bottle and can conveyors that must withstand constant moisture and chemical exposure. Packaging and logistics facilities implement these chains for handling heavy packaged goods through sorting and distribution systems, while heavy machinery manufacturers rely on them for moving large metal components through various production stages. In each case, the chains' corrosion resistance and temperature tolerance ensure consistent performance where other materials would deteriorate. The operational value of implementing SS slat chains extends far beyond their initial purchase price. These chains significantly reduce maintenance costs and production downtime through their exceptional durability and resistance to wear. Their stainless steel construction means they won't rust or corrode, eliminating replacement costs due to environmental degradation. The heavy-duty load capacity ensures they can handle peak production demands without stretching or failing, protecting your investment in connected machinery and preventing costly production stoppages. The proven reliability across multiple industries provides confidence that you're choosing a solution tested and validated in real-world conditions similar to your own, delivering long-term operational efficiency and consistent performance. Key Features: - Constructed from premium stainless steel grades SS 304/SS 316 for maximum durability - Standard pitch options from ½ inch to 2 inches for flexible system integration - Heavy-duty load capacity designed for demanding industrial applications - Available in polished or matte surface finishes to suit specific operational needs - Excellent temperature resistance and high corrosion resistance for harsh environments Benefits: - Significantly reduced maintenance costs and extended service life through superior material construction - Enhanced production reliability with consistent performance under heavy loads and extreme conditions - Lower total cost of ownership due to reduced replacement frequency and downtime - Improved operational safety with reliable performance in high-temperature and corrosive environments - Flexible configurations that integrate seamlessly with existing conveyor systems and processes
Specifications
| Attribute | Value |
|---|---|
| Material | Stainless Steel (SS 304 / SS 316) |
| Pitch | Standard ½†– 2†|
| Load Capacity | Heavy Duty |
| Surface Finish | Polished / Matte |
| Corrosion Resistance | High |
| Temperature Resistance | Excellent |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
SS slat chains are engineered for demanding material handling systems where strength and durability are essential. Their robust stainless steel construction withstands intense operational pressures, making them ideal for heavy-load conveyor lines that require reliable performance and minimal downtime in high-output industrial environments. These chains perform exceptionally in challenging conditions where corrosion, high temperatures, and rigorous cleaning are daily requirements. The polished or matte stainless steel surfaces resist chemical attacks and bacterial growth while maintaining smooth operation under extreme circumstances, making them particularly valuable for industries with strict hygiene standards or exposure to corrosive substances during manufacturing processes. Real-world applications: - Automotive assembly lines for transporting engine blocks and chassis components through paint shops and assembly stations - Food processing plants for moving products through high-temperature ovens, freezers, and rigorous wash-down areas - Beverage and brewery operations for conveying bottles and cans through filling, capping, and pasteurization processes - Packaging and logistics facilities for handling heavy packaged goods along sorting and distribution conveyor systems - Heavy machinery manufacturing for moving large metal components through machining, welding, and finishing departments
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectra Plast India, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Industrial SS Slat Chains Heavy Duty Stainless Steel Conveyor
Industrial SS slat chains provide heavy-duty stainless steel conveyor solutions with high load capacity, temperature resistance, and corrosion resistance for automotive, food processing, and packaging applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectra Plast India
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer