undefined
Apparel & Fashion
Loading subcategories...
View More
Description
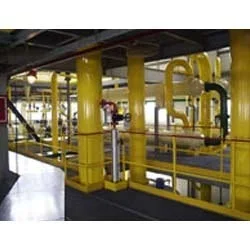
Our solvent extraction plants are engineered for high-efficiency oil separation from oilseeds and cakes, with capacities ranging from 50 to 500 MTD. These robust systems prepare ra...
Our solvent extraction plants are engineered for high-efficiency oil separation from oilseeds and cakes, with capacities ranging from 50 to 500 MTD. These robust systems prepare raw materials for extraction, remove oil using food-grade n-hexane, and produce defatted meal with minimal solvent loss. The plant includes an extractor, desolventizer, distillation unit, and an energy-saving device that uses steam for operations. Built for reliability and long-lasting performance in demanding industrial environments, these plants ensure consistent output and operational safety while maintaining high processing standards. These plants are extensively utilized in the edible oil industry for processing soybeans, sunflower seeds, and other oil-bearing crops. They play a crucial role in animal feed production where defatted meal serves as valuable high-protein ingredient. Biofuel manufacturers employ them to extract oils from non-food feedstocks, while agricultural processors benefit from oil recovery from by-products. Industries worldwide value these systems for their scalability and compliance with food safety and environmental regulations across diverse market requirements. The business value of our solvent extraction plants lies in their proven reliability, operational efficiency, and cost-effectiveness. They maximize oil yield while minimizing hexane loss through integrated recovery units, significantly reducing operational expenses. Their durable construction ensures low maintenance requirements and long service life, providing excellent return on investment for processors focused on quality and sustainable operations. These plants deliver consistent performance that meets the rigorous demands of industrial oil processing applications. Key Features: - Processing capacities from 50 to 500 MTD for scalable oil extraction operations. - Integrated hexane recovery system to minimize solvent consumption and loss. - Energy-efficient design utilizing steam for optimal operational performance. - Customizable configuration to handle diverse oilseeds and cake materials. - Robust construction featuring extractor, desolventizer, and distillation components. Benefits: - High oil extraction efficiency maximizes yield from raw materials. - Reduced solvent loss lowers operational costs and environmental impact. - Energy-saving operation decreases utility expenses and improves sustainability. - Versatile processing capability accommodates various feedstocks and requirements. - Durable design ensures reliable performance with minimal maintenance needs.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Solvent extraction plants efficiently process oil-bearing materials like soybeans, sunflower seeds, and cottonseeds using food-grade hexane. These systems ensure high oil yield and purity through continuous operation, making them ideal for large-scale processing facilities that demand consistent output with minimal operational interruptions. These plants serve industries including edible oil refining, animal feed production, and biofuel manufacturing. With capacities from 50 to 500 MTD, they accommodate various production scales while integrated solvent recovery units minimize waste and operational costs, supporting sustainability and compliance with industry standards. Real-world applications: - Extracting edible oils from soybeans, sunflower seeds, and rapeseed for food production. - Producing defatted meal as high-protein ingredient for animal feed and aquaculture. - Processing oil cakes from coconut, palm kernel, or groundnut for maximum oil recovery. - Supporting biofuel production by extracting oils from non-food feedstocks like jatropha. - Enabling oil recovery from agricultural by-products to reduce waste and add value.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aditya Engineers, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Trading CompanyDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Solvent Extraction Plant 50 500 MTD High Capacity Oil Processing
Solvent Extraction Plant 50-500 MTD high-capacity oil processing efficiently extracts oil from seeds and cakes, producing defatted meal with minimal solvent loss for edible oil industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aditya Engineers Andhra Pradesh, India
Andhra Pradesh, India
Trading Company







