undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our Industrial Solvent Extraction Plant represents advanced oil processing technology designed for capacities from 50 to 500 metric tons per day. These robust systems expertly prep...
Our Industrial Solvent Extraction Plant represents advanced oil processing technology designed for capacities from 50 to 500 metric tons per day. These robust systems expertly prepare oil cakes and seeds for extraction, effectively removing oils to produce high-quality defatted meal with exceptional efficiency. The comprehensive setup includes an extractor, desolventizer, and distillation plant, utilizing food-grade n-hexane as the primary solvent. An integrated energy-saving device harnesses steam power for operational efficiency, while our advanced hexane recovery unit ensures minimal solvent loss throughout the extraction process, making these plants both economically viable and operationally sustainable for continuous production environments. These extraction systems serve essential functions across multiple processing industries, particularly in edible oil production where they handle sunflower, soybean, rapeseed, and groundnut seeds with consistent results. The biofuel sector utilizes them for extracting oils from non-edible seeds and agricultural waste materials, while feed manufacturers value the nutrient-rich defatted meal byproduct for animal nutrition formulations. Food processing operations employ these systems for specialty oil extraction, and pharmaceutical applications benefit from obtaining pure oils from medicinal plants. The technology also supports resource optimization by recovering valuable oils from various processing waste streams, enhancing overall operational sustainability. The operational value of our solvent extraction plants lies in their exceptional reliability, consistent performance, and long-term efficiency. These systems deliver uniform output quality while minimizing operational expenses through energy-efficient design and superior solvent recovery mechanisms. Their durable construction ensures minimal downtime and reduced maintenance requirements, providing processing facilities with predictable production schedules and lower total operational costs. The plants' design focuses on optimal performance for different raw materials and production requirements, ensuring each installation meets specific operational needs while maintaining high standards of safety and environmental compliance. Key Features: - Processing capacity ranging from 50 to 500 metric tons per day for various production scales - Complete integrated system including extractor, desolventizer, and distillation plant components - Advanced hexane recovery technology minimizing solvent loss during extraction operations - Energy-efficient design utilizing steam as primary power source for cost-effective operation - Food-grade n-hexane solvent system ensuring product safety and processing quality standards Benefits: - High oil recovery rates maximizing yield from oilseeds and cake materials - Consistent production of quality defatted meal with uniform nutritional profiles - Reduced operational costs through efficient solvent recovery and energy utilization - Reliable continuous operation with minimal downtime for sustained production - Adaptable processing capabilities for various oilseed types and raw material inputs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our solvent extraction plants are engineered for continuous, high-volume processing of oil-bearing materials. They efficiently handle various oilseeds and cakes to extract valuable oils while producing nutrient-rich defatted meal as a valuable byproduct, ensuring consistent quality output with minimal waste generation across different production scales. These systems serve critical roles in multiple processing sectors requiring reliable, large-scale oil extraction. The technology is particularly valuable for operations that demand efficient solvent recovery, consistent product quality, and adaptable processing capabilities for different raw material inputs, making them ideal for facilities focused on maximizing yield and operational efficiency. - Edible oil extraction from sunflower, soybean, rapeseed, and groundnut seeds for food production - Production of high-protein defatted meal from various oil cakes for animal feed formulations - Biofuel manufacturing through efficient oil extraction from non-edible seeds and agricultural residues - Processing of specialty oils from niche crops for pharmaceutical and cosmetic applications - Recovery of valuable oils from food processing byproducts to support sustainable operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aditya Engineers, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Trading CompanyDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
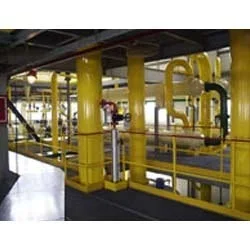
Industrial Solvent Extraction Plant 50 500 MTD Capacity For Oilseeds
Industrial Solvent Extraction Plant with 50-500 MTD capacity for efficient oil removal from seeds and cakes, featuring minimal solvent loss and maximum oil recovery for high-quality defatted meal production.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aditya Engineers Andhra Pradesh, India
Andhra Pradesh, India
Trading Company