undefined

Description
Our industrial physical and chemical refineries offer capacities from 25 to 300 MTD, engineered for demanding processing applications across multiple industries. Constructed with p...
Our industrial physical and chemical refineries offer capacities from 25 to 300 MTD, engineered for demanding processing applications across multiple industries. Constructed with premium-grade materials and advanced engineering principles, these systems ensure efficient separation, purification, and treatment of various raw materials. The robust construction combined with compact design delivers consistent performance under challenging operating conditions. Integrated safety features and intuitive controls make these refineries suitable for continuous production environments, providing reliable operation day after day. These refining systems are extensively utilized in edible oil processing, biofuel production, chemical manufacturing, and waste oil recycling operations. In edible oil applications, they transform crude oils into high-quality products meeting stringent food safety standards. Biofuel producers depend on them for purifying biodiesel and other renewable fuels to market specifications. Chemical manufacturing facilities employ them for precise separation processes, while waste oil recyclers utilize them to recover valuable base oils through efficient contaminant removal. This versatility makes them indispensable for industries requiring effective purification and adherence to quality regulations. These refineries deliver substantial business value by enhancing production efficiency, reducing operational costs, and ensuring product consistency throughout the manufacturing process. They minimize production interruptions through reliable performance and straightforward maintenance protocols, supporting uninterrupted operations. The durable construction using quality materials and rigorous manufacturing standards ensures extended service life and lower total cost of ownership. Trusted by numerous industrial clients worldwide, our refineries represent a dependable investment for serious buyers seeking quality equipment and long-term performance assurance. Key Features: - Capacity range from 25 to 300 MTD suitable for various production requirements - Constructed with high-grade metals providing durability and corrosion resistance - Compact and space-efficient design for optimal facility utilization - User-friendly control systems with automation for straightforward operation - Robust engineering ensuring consistent performance under demanding conditions Benefits: - Enhanced production efficiency through reliable continuous operation - Reduced operational costs with minimal maintenance requirements - Consistent product quality meeting industry standards and specifications - Long service life with durable construction and quality components - Lower total cost of ownership through energy-efficient performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial refineries efficiently process and purify raw materials across multiple production sectors. They remove impurities, enhance final product quality, and ensure compliance with strict industry standards through reliable continuous operation. These systems maintain consistent performance in high-volume environments where operational stability is essential. These refining units serve edible oil processing, biofuel production, chemical manufacturing, and waste oil recycling industries. They accommodate both batch and continuous processing modes while adapting to various feedstock types and production scales. The robust design ensures optimal performance and seamless integration into existing plant infrastructure for long-term operational success. - Purifying crude vegetable oils into food-grade products through degumming, neutralization, and bleaching processes - Producing high-quality biodiesel from waste oils and fats via transesterification and purification steps - Refining used lubricating oils by removing contaminants to restore base oil quality and value - Processing specialty chemicals and pharmaceuticals requiring precise separation and purification stages - Treating industrial effluents to recover valuable materials while reducing environmental impact
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aditya Engineers, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Trading CompanyDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
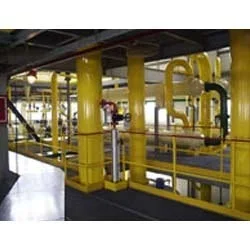
Industrial Physical Chemical Refineries 25 300 MTD Capacity
Industrial physical chemical refineries from 25 to 300 MTD capacity deliver robust performance for edible oil, biofuel, and chemical processing. Engineered with premium materials for safe, consistent operations across diverse industrial refining applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aditya Engineers Andhra Pradesh, India
Andhra Pradesh, India
Trading Company