₹
Apparel & Fashion
Loading subcategories...
View More

Description
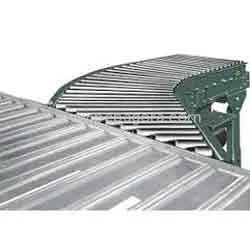
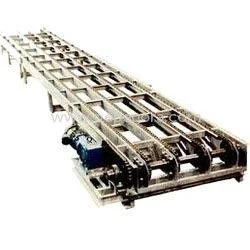
Our motorized roller conveyor system represents advanced material handling technology specifically engineered for the rigorous demands of food processing environments. Constructed ...
Our motorized roller conveyor system represents advanced material handling technology specifically engineered for the rigorous demands of food processing environments. Constructed with heat-resistant metal and galvanized surface treatment, this conveyor delivers superior performance while maintaining the highest hygiene standards required in food production facilities. The system features straightforward installation processes and requires minimal maintenance, ensuring operational efficiency from the first day of implementation. Its robust construction guarantees reliable performance even under the most demanding conditions, making it an essential asset for operations seeking to optimize production workflows and maintain consistent output quality throughout extended production runs. The conveyor system serves multiple sectors within the food industry including processing plants, packaging facilities, beverage production units, and distribution centers. It efficiently handles various food products from raw ingredients to finished packaged goods while maintaining product integrity throughout the transportation process. The heat-resistant properties make it suitable for environments with significant temperature variations, while the galvanized surface ensures excellent corrosion resistance in moist conditions common in food processing. Industries benefit from its ability to maintain strict sanitation standards while providing consistent performance in both ambient and refrigerated settings, ensuring full compliance with food safety regulations and industry standards. Businesses investing in this motorized roller conveyor gain significant value through enhanced operational reliability and reduced maintenance costs over the system's lifespan. The durable construction ensures long-term performance with minimal downtime, while the design allows for seamless integration into existing production lines. The system delivers excellent return on investment through improved efficiency, compliance with food safety regulations, and reduced operational costs over its extended service life. Its reliability and suitability for demanding environments make it a smart investment for food industry professionals seeking dependable material handling solutions that withstand rigorous daily use while maintaining performance standards. Key Features: - Motorized roller conveyor system with reliable drive mechanism - Heat-resistant metal construction for temperature resilience - Galvanized surface providing superior corrosion resistance - Easy installation process with minimal setup requirements - Strong and sturdy design ensuring long-term durability Benefits: - Reliable material handling in demanding food processing environments - Reduced maintenance requirements and operational downtime - Compliance with food industry hygiene and safety standards - Long-lasting performance with corrosion-resistant construction - Efficient integration into existing production workflows
Specifications
| Attribute | Value |
|---|---|
| Conveyor Type | Roller Conveyor |
| Structure | Conveyor System |
| Material | Metal |
| Material Feature | Heat Resistant |
| Price | Negotiable |
| Supply Type | OEM |
| Condition | New |
| Processed Type | Forging |
| Surface | Galvanized |
| Installation | Easy |
| Performance | Excellent |
| Maintenance | Minimum |
| Construction | Strong And Sturdy |
| Applications | Food Industry |
| Features | Superior performance & Fine finish |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
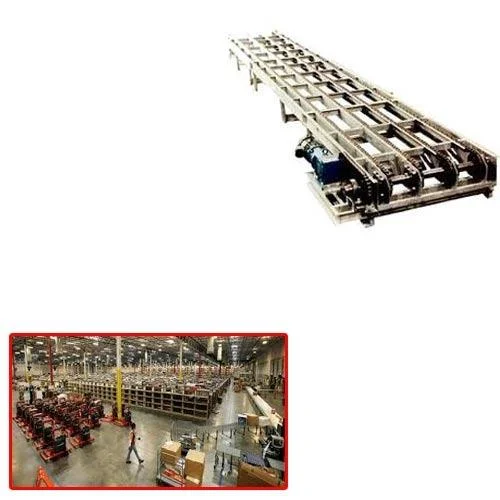
Application
This motorized roller conveyor system is specifically engineered for food industry operations, handling everything from raw ingredients to packaged goods with precision and reliability. Its heat-resistant galvanized construction maintains strict hygiene standards while providing exceptional durability in challenging environments with temperature variations and moisture exposure, ensuring consistent performance throughout production cycles. The conveyor excels in food processing plants, packaging facilities, and distribution centers requiring efficient material movement while meeting industry sanitation standards. It delivers reliable performance in both ambient and refrigerated conditions without compromising food safety protocols or product integrity during transportation, making it suitable for various food processing applications with different temperature requirements. - Food processing and packaging lines for raw and cooked products - Beverage bottling and canning operations with liquid handling - Bakery and confectionery production lines including oven transfer - Dairy product handling and packaging facilities - Frozen food processing and distribution centers
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

V. P. Engineering Works, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Mid East
Eastern Asia
South Asia
Southeast Asia
Food Industry Motorized Roller Conveyor Heat Resistant Galvanized
Food Industry Motorized Roller Conveyor features heat-resistant galvanized construction for reliable material handling in demanding food processing environments with easy installation and minimal maintenance requirements.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
V. P. Engineering Works Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer