₹
Apparel & Fashion
Loading subcategories...
View More

Description
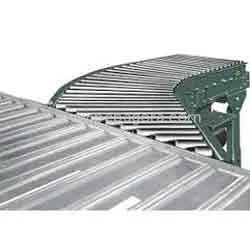
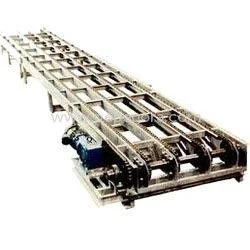
Our Heavy Duty Chain Driven Live Roller Conveyor represents industrial-grade material handling excellence with its 600mm belt width and robust metal construction. Designed for dema...
Our Heavy Duty Chain Driven Live Roller Conveyor represents industrial-grade material handling excellence with its 600mm belt width and robust metal construction. Designed for demanding applications, this conveyor system features a galvanized surface that provides superior corrosion resistance and heat-resistant properties for challenging operational environments. The system is engineered for straightforward installation and delivers consistent performance, making it an ideal choice for industrial facilities seeking reliable conveying solutions that minimize downtime and maintenance requirements while ensuring long-term operational efficiency. The forged processing components and precision idler specifications ensure reliable performance under heavy loads. This conveyor system serves critical functions across multiple industries including automotive manufacturing, where it efficiently moves components through assembly lines with precision and reliability. Warehousing and distribution centers benefit from its exceptional pallet and parcel handling capabilities, while packaging facilities utilize its durable construction for moving finished goods seamlessly. Food processing plants value its heat resistance in high-temperature areas and compliance with sanitation standards, and mining operations depend on its robust design for bulk material transfer operations. The system's versatility makes it suitable for any industry requiring dependable heavy-load material handling solutions that can withstand rigorous daily use. The business value of this chain driven live roller conveyor lies in its exceptional reliability and long-term cost efficiency. Built with forged processing components for added strength and durability, the system ensures minimal maintenance needs and extended service life, providing significant return on investment through reduced operational costs. Its abrasion-resistant design substantially reduces operational downtime, while the standardized configurations allow for efficient integration into existing layout requirements and space constraints. The conveyor enhances workplace safety through consistent performance and reduces operational expenses through improved energy efficiency and reduced maintenance intervals, making it a smart investment for growing businesses. Key Features: - Heavy-duty chain driven design with 600mm belt width for robust performance - Galvanized heat-resistant metal construction for superior durability - Corrosion and abrasion resistant surface treatment for extended lifespan - Easy installation process reducing setup time and costs - Precision idler system with carrying, impact, and return idlers for smooth operation Benefits: - Reduced maintenance requirements and extended service life for cost savings - Enhanced workplace safety through consistent and reliable performance - Improved operational efficiency with minimal downtime - Superior load handling capacity for demanding industrial applications - Energy-efficient operation reducing long-term operational costs
Specifications
| Attribute | Value |
|---|---|
| Belt Width | 600 mm |
| Structure | Conveyor System |
| Material | Metal |
| Material Feature | Heat Resistant |
| Price | Negotiable |
| Supply Type | OEM |
| Condition | New |
| Processed Type | Forging |
| Surface | Galvanized |
| Application | Material Handling |
| Installation | Easy |
| Performance | Excellent |
| Construction | Strong And Sturdy |
| Features | Robust construction,Easy operation,Corrosion and abrasion resistance |
| Carrying Idler | Pipe Dia 88.9mm X 250 X 20 Dia Shaft |
| Impact Idler | Pipe Dia 114/76.1mm X 250mm X 20mm Dia Shaft |
| Return Idler | Pipe Dia 88.9mm X 750mm X 20mm Dia Shaft |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This heavy-duty chain driven live roller conveyor excels in demanding industrial environments where continuous material movement is essential. Its robust construction handles substantial loads efficiently while maintaining smooth operational flow across manufacturing plants and logistics centers. The system's superior heat and corrosion resistance makes it ideal for challenging conditions where standard conveyors would fail prematurely. The conveyor's reliability and easy installation allow seamless adaptation to specific industry requirements, ensuring optimal performance in diverse material handling scenarios. Common applications include automotive assembly lines, warehousing operations, packaging facilities, food processing plants, and mining operations. This versatility makes it a preferred choice for businesses seeking durable and efficient material handling solutions. - Automotive manufacturing plants for moving vehicle components along assembly lines - Warehousing and distribution centers for pallet and parcel handling systems - Packaging facilities for transporting finished goods to shipping areas - Food processing plants with high-temperature sanitation requirements - Mining and bulk material handling operations for heavy load transfer
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

V. P. Engineering Works, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Mid East
Eastern Asia
South Asia
Southeast Asia
Heavy Duty Chain Driven Live Roller Conveyor 600mm Belt Width Galvanized
Heavy Duty Chain Driven Live Roller Conveyor with 600mm belt width features galvanized heat-resistant metal construction for reliable material handling systems requiring corrosion resistance and easy installation.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
V. P. Engineering Works Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer