₹
Apparel & Fashion
Loading subcategories...
View More
Description
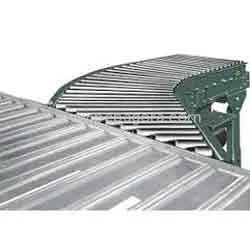
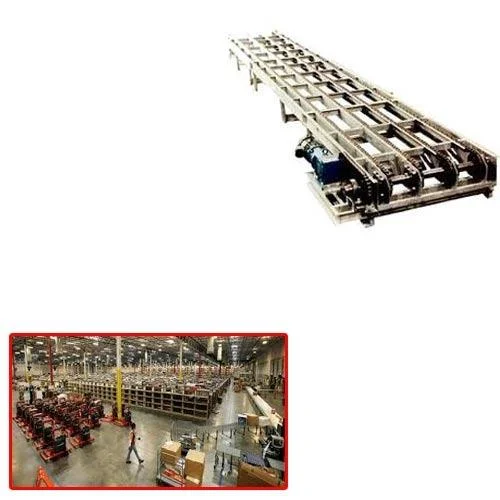
Our OEM drag chain conveyor represents industrial-grade material handling excellence, engineered for superior performance in the most demanding operational environments. Built with...
Our OEM drag chain conveyor represents industrial-grade material handling excellence, engineered for superior performance in the most demanding operational environments. Built with reinforced steel construction and precision-engineered components, this conveyor system ensures reliable bulk material transport with minimal maintenance requirements. The system features a robust drag chain mechanism that provides consistent material movement even under heavy loads, while the enclosed design prevents environmental contamination and material loss. With standard belt widths extending up to 3000 mm, it handles substantial material volumes efficiently while maintaining operational reliability and safety standards across various industrial applications. This industrial workhorse serves critical functions across multiple sectors including mining operations where it transports coal and minerals through challenging underground conditions. Cement plants utilize these conveyors for handling abrasive raw materials and hot clinker, while power generation facilities depend on them for ash removal and biomass fuel handling. Chemical processing plants benefit from their enclosed design for transporting sensitive powders and granules, and agricultural operations use them for efficient grain and feed transportation. The versatility extends to manufacturing facilities, recycling plants, and any operation requiring durable bulk material movement solutions with consistent performance. The business value of our drag chain conveyor lies in its exceptional reliability and cost-effectiveness over the long term. The sturdy construction reduces downtime and maintenance costs, while the easy installation process minimizes disruption to your operations. Our negotiable pricing structure and commitment to on-time delivery make this an accessible upgrade for businesses seeking to enhance their material handling capabilities. The OEM nature ensures compatibility with your existing systems and allows for customization to meet specific operational requirements, providing a tailored solution that delivers consistent performance year after year with minimal operational overhead. Key Features: - Heavy-duty steel construction for maximum durability and long service life - Enclosed design preventing material spillage and environmental contamination - Belt widths up to 3000 mm for handling large volume material transport - Robust drag chain mechanism for consistent performance under heavy loads - Easy installation process minimizing operational downtime Benefits: - Reduced maintenance requirements and lower operating costs - Enhanced operational efficiency with reliable material transport - Environmental compliance through contained material handling - Long-term durability with minimal replacement needs - Quick installation and integration into existing systems
Specifications
| Attribute | Value |
|---|---|
| Type | Conveyor |
| Conveyor Type | Drag Chain Conveyor |
| Supply Type | OEM |
| Condition | New |
| Standard or Nonstandard | Standard |
| Price | Negotiable |
| Advantage | Easy to install |
| Delivery | On Time Delivery |
| Application | Industrial Applications |
| Belt Width | Up to 3000 mm |
| Features | Sturdy construction, Low maintenance |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Drag chain conveyors are engineered for demanding industrial environments where durability and reliability are non-negotiable. These robust systems efficiently transport heavy, abrasive, and high-temperature materials that would compromise conventional conveyors. The enclosed design prevents material spillage and contamination while minimizing dust emissions, ensuring both operational efficiency and environmental compliance. These conveyors serve essential roles across heavy industries including mining, cement production, power generation, chemical processing, and agricultural operations. Their versatile design supports both horizontal and inclined material movement, making them adaptable to various plant layouts and specific operational requirements in diverse industrial settings. - Mining operations for continuous transport of coal, ore, and minerals in both underground and surface applications - Cement manufacturing plants for handling raw meal, clinker, and finished cement products efficiently - Power generation facilities for reliable ash removal and biomass fuel conveying systems - Chemical processing plants for safe transportation of powders, granules, and abrasive materials - Agricultural facilities for grain, feed, and fertilizer handling in processing and storage operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

V. P. Engineering Works, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Mid East
Eastern Asia
South Asia
Southeast Asia
Industrial Drag Chain Conveyor OEM New Standard Easy Install
OEM drag chain conveyor for heavy-duty industrial material handling with robust construction, easy installation, and low maintenance. Handles belt widths up to 3000 mm for reliable bulk transport with competitive pricing and timely delivery.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
V. P. Engineering Works Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer