undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial hinged slat chain conveyors represent robust material handling solutions engineered for superior performance in demanding environments. These durable systems feature str...
Industrial hinged slat chain conveyors represent robust material handling solutions engineered for superior performance in demanding environments. These durable systems feature strong construction with various lengths and widths, ensuring reliable operation across multiple industrial applications. Manufactured with precision engineering and quality materials, these conveyors deliver consistent performance while handling diverse product types, from packaged goods to raw materials and industrial components. The design focuses on maintaining continuous material flow without interruption, making them ideal for businesses seeking efficient and dependable transportation solutions that withstand rigorous daily use while optimizing operational efficiency and workflow consistency. These conveyors serve critical roles across multiple industries including manufacturing facilities, warehouse operations, food processing plants, automotive production units, and packaging centers. In manufacturing environments, they facilitate seamless movement of components along assembly lines, while warehouse operations benefit from their ability to handle diverse product types efficiently. The food processing industry values their robust construction and reliable performance, while automotive plants rely on their strength for moving heavy components through production stages. Their versatility makes them suitable for both light and heavy-duty applications across various industrial sectors, providing adaptable solutions for different material handling requirements and operational challenges. Businesses investing in hinged slat chain conveyors gain significant value through reduced operational costs, enhanced efficiency, and improved reliability. The competitive pricing structure ensures excellent return on investment without compromising on quality or performance standards. These systems require minimal maintenance while delivering maximum operational uptime, reducing downtime costs and increasing overall productivity. The robust construction guarantees long service life, making them a smart investment for companies looking to optimize their material handling processes while maintaining budget constraints. The reliability and durability translate to lower total cost of ownership and consistent performance under demanding conditions with minimal service requirements. Key Features: - Heavy-duty steel construction for maximum durability and longevity - Multiple length and width options to fit specific operational needs - Corrosion-resistant surface treatment for extended lifespan in harsh environments - Easy maintenance access points for reduced downtime and service efficiency - Smooth and quiet operation for improved working environment conditions Benefits: - Enhanced operational efficiency through continuous material flow - Reduced maintenance costs with durable construction and easy access - Improved workplace safety with reliable and consistent performance - Long service life minimizing replacement and repair expenses - Versatile handling capabilities for various product types and weights
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Hinged slat chain conveyors efficiently transport materials through production lines and warehouse facilities, handling packaged goods, raw materials, and industrial components with precision. These systems maintain continuous material flow in demanding environments while supporting orderly transportation across different operational zones without interruption. Ideal for spaces requiring robust material handling solutions, these conveyors excel in harsh industrial conditions where reliability is paramount. They provide consistent performance while handling heavy loads and varying product types, making them essential for modern industrial operations that demand efficiency and durability in material transportation. The design allows for seamless integration into existing workflows, ensuring optimal performance across diverse industrial settings while minimizing operational disruptions and maintaining smooth material movement throughout facilities. - Manufacturing assembly lines for continuous product movement - Warehouse distribution centers for efficient goods handling - Bottling and packaging plants for smooth production flow - Food processing facilities for hygienic material transport - Automotive production units for heavy component conveyance
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Dyna Engineering Co., Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
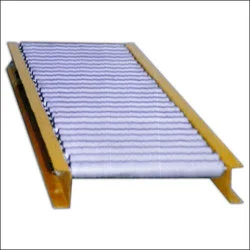
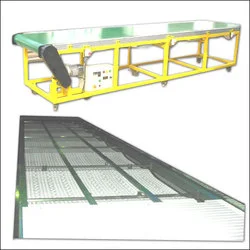
Industrial Hinged Slat Chain Conveyors For Material Handling
Industrial hinged slat chain conveyors for material handling provide durable construction with various lengths and widths, ensuring reliable performance in manufacturing and warehouse applications with competitive pricing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dyna Engineering Co. Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer