undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our Automated Gravity Roller Conveyors represent advanced material handling technology with integrated empty bin return mechanism ensuring continuous operation without manual inter...
Our Automated Gravity Roller Conveyors represent advanced material handling technology with integrated empty bin return mechanism ensuring continuous operation without manual intervention. These robust systems handle loads from 100kg to 500kg, making them suitable for diverse industrial applications where reliability and efficiency are paramount. The advanced pellet handling system guarantees smooth material movement, while specialized braking provides precise speed control for enhanced safety. The gravity-powered design operates without external power sources, reducing energy consumption and maintenance requirements while delivering consistent performance in demanding industrial environments. These conveyor systems serve multiple industries requiring efficient material transportation solutions. Warehousing and storage facilities use them for optimized inventory movement and space utilization. Manufacturing lines integrate them seamlessly into assembly processes, while logistics centers leverage their efficiency for faster order fulfillment. Packaging facilities utilize these conveyors for consistent product flow, and automotive sectors employ them for handling heavy components. Their versatility makes them indispensable where continuous material movement is critical to operational success across various industrial settings requiring reliable, cost-effective transportation solutions. The business value of our Automated Gravity Roller Conveyors extends beyond material handling to strategic operational excellence and cost efficiency. Built with durability and reliability as core principles, they ensure long-term performance with minimal maintenance requirements. The gravity-powered design significantly reduces energy consumption compared to powered alternatives, leading to substantial operational cost savings over time. By automating material movement and reducing manual handling, businesses experience improved workplace safety, reduced labor costs, and enhanced overall efficiency. The reliable construction provides tailored solutions for unique business environments while delivering consistent, dependable performance daily across various industrial applications. Key Features: - Automated empty bin return mechanism for continuous operation - Load capacity from 100kg to 500kg for diverse applications - Advanced pellet handling system for smooth material movement - Specialized braking mechanism for precise speed control - Gravity-powered operation without external energy requirements Benefits: - Reduced labor costs through automated material handling - Lower energy consumption with gravity-powered operation - Improved workplace safety with controlled movement - Enhanced operational efficiency in material flow - Minimal maintenance requirements for cost savings
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Automated Gravity Roller Conveyors streamline material transport in warehouses, distribution centers, and manufacturing plants. They efficiently move loaded pellets and bins with minimal manual intervention, reducing labor costs and improving workflow efficiency in high-volume environments where continuous gravity-powered movement is essential for operational success and productivity enhancement across various industrial settings requiring reliable material handling solutions. These robust systems serve multiple industries requiring efficient material transportation solutions. Their reliable design ensures seamless integration into existing workflows while enhancing productivity and reducing manual handling risks across various operational layouts. The gravity-powered operation provides consistent performance without external power requirements, making them suitable for diverse industrial environments where cost-effective material movement is crucial for business operations and efficiency improvements. - Warehousing and storage facilities for optimized inventory management - Distribution and logistics centers for efficient order fulfillment - Manufacturing and assembly lines for streamlined production processes - Packaging and sorting operations for smooth product flow management - Automotive and industrial sectors for heavy component handling
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Dyna Engineering Co., Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
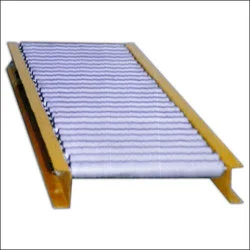
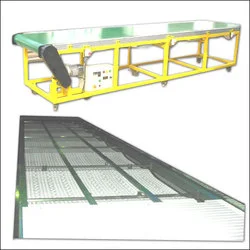
Automated Gravity Roller Conveyors 100kg To 500kg For Warehouses
Automated Gravity Roller Conveyors with empty bin return mechanism handle 100kg to 500kg loads efficiently. Ideal for warehouses and manufacturing units seeking reliable material handling solutions that reduce labor costs and improve workflow.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dyna Engineering Co. Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer