undefined
Apparel & Fashion
Loading subcategories...
View More
Description
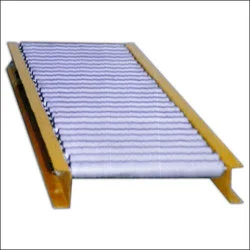
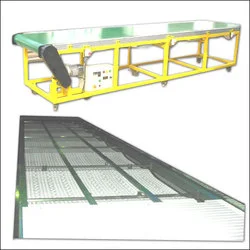
Our industrial belt conveyors provide a robust and efficient solution for material handling challenges in demanding operational environments. Designed for reliability, these system...
Our industrial belt conveyors provide a robust and efficient solution for material handling challenges in demanding operational environments. Designed for reliability, these systems feature premium PVC endless belts and food-grade modular options to suit various industrial needs. They ensure smooth, consistent transport of items ranging from small components to bulk materials, minimizing product damage and manual intervention. Built with durability in mind, these conveyors are engineered for long service life and minimal maintenance, offering a dependable backbone for your material flow processes. Their straightforward design prioritizes operational efficiency and integration ease, making them a practical choice for facilities looking to enhance productivity. These conveyor systems find extensive application across a spectrum of industries. In manufacturing plants, they are integral to assembly lines, seamlessly moving parts between workstations. The packaging industry relies on them for efficient product handling, from filling to carton sealing. Food processing facilities utilize the food-grade modular variants to maintain hygiene while transporting ingredients and packaged goods. Warehousing and distribution centers deploy these conveyors for sorting, loading, and unloading tasks, significantly speeding up logistics. Furthermore, sectors like recycling and bulk material handling depend on their sturdy construction to manage heavy, abrasive loads reliably day in and day out. The business value of these belt conveyors is rooted in their ability to optimize operational efficiency and provide a strong return on investment. By automating material movement, they reduce labor costs, minimize handling errors, and increase overall throughput. Their reliable performance translates to less downtime and lower long-term maintenance expenses. The adaptability of the system allows for seamless integration into existing layouts, offering a scalable solution that grows with your business. For serious buyers, this represents a strategic investment in a durable, high-performance asset that enhances workflow, improves safety, and supports consistent, high-volume output. Key Features: - Constructed with durable, high-quality PVC materials for extended operational life - Available in both endless belt and modular designs to match specific application needs - Engineered for smooth, consistent, and low-noise material transport - Food-grade modular options designed to meet stringent hygiene and safety standards - Robust frame and components built to handle continuous operation and heavy loads Benefits: - Enhances productivity by automating material flow and reducing manual labor - Minimizes product damage and handling errors through consistent, controlled transport - Offers reliable, long-term performance with minimal maintenance requirements - Provides flexible integration into existing production lines and facility layouts - Supports high-volume operations across manufacturing, packaging, and logistics sectors
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial belt conveyors are engineered for continuous, heavy-duty material transport in demanding environments. They efficiently move raw materials, components, and finished goods, reducing manual handling and streamlining workflows in manufacturing plants, warehouses, and distribution centers. The robust design ensures consistent performance under varying loads, while modular construction allows for easy adaptation to different production layouts and space constraints. These conveyor systems are ideal for diverse sectors requiring reliable material flow. In manufacturing, they automate assembly lines and part transfer. Packaging units utilize them for sorting and moving products to sealing stations. Food processing plants benefit from hygienic, food-grade belts that meet strict safety standards. Logistics hubs rely on them for efficient loading, unloading, and parcel sorting. Their versatility also supports recycling operations and bulk material handling in industrial settings. - Automating part and component movement along manufacturing assembly lines - Streamlining product sorting, filling, and sealing in packaging operations - Ensuring hygienic transport of ingredients and products in food processing facilities - Facilitating efficient parcel and pallet sorting in logistics and distribution centers - Handling bulk materials like aggregates, recyclables, and industrial raw materials
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Dyna Engineering Co., Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Belt Conveyors For Material Handling In Manufacturing
Industrial belt conveyors for material handling in manufacturing. Premium PVC endless and food-grade modular options ensure reliable transport across packaging, food processing, and assembly lines. Trusted by global buyers for durable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dyna Engineering Co. Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer