₹
Apparel & Fashion
Loading subcategories...
View More
Description
The Industrial Heavy Duty Track Chain Conveyor Lane represents industrial-grade material handling excellence, specifically engineered for transporting heavy-duty products and mater...
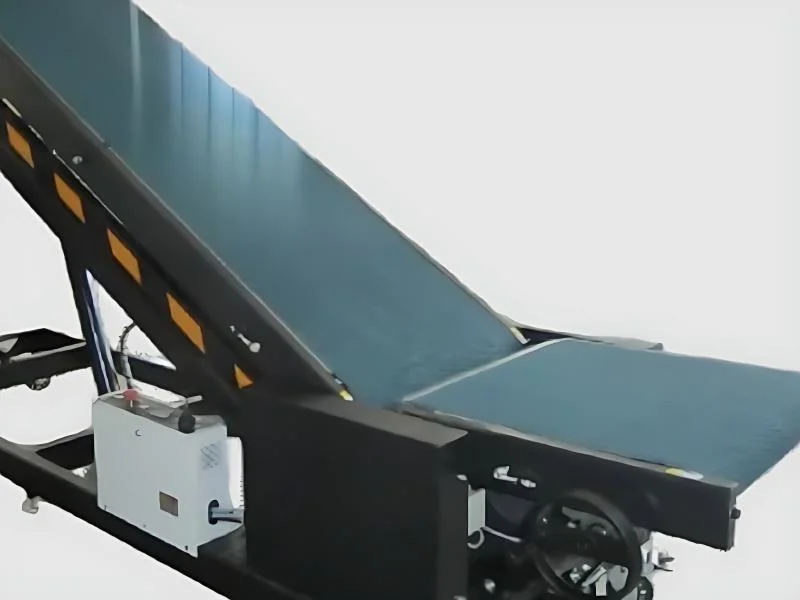
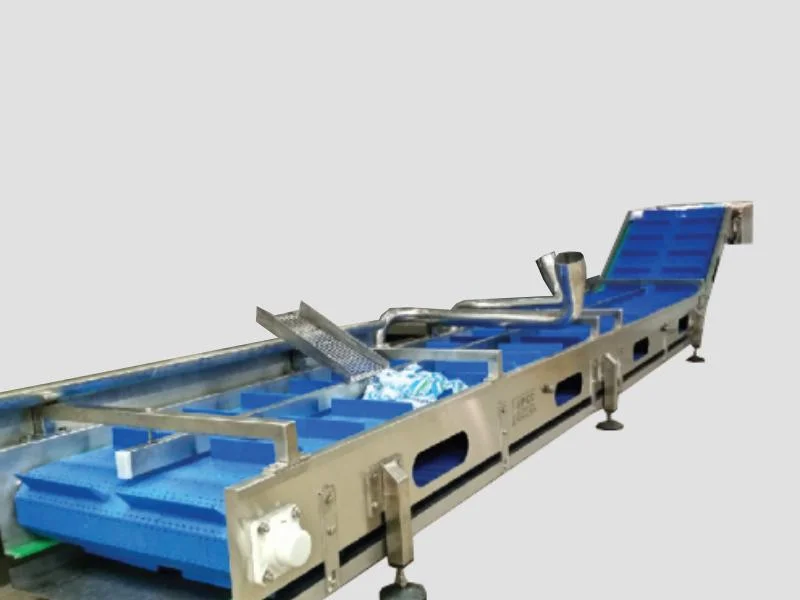
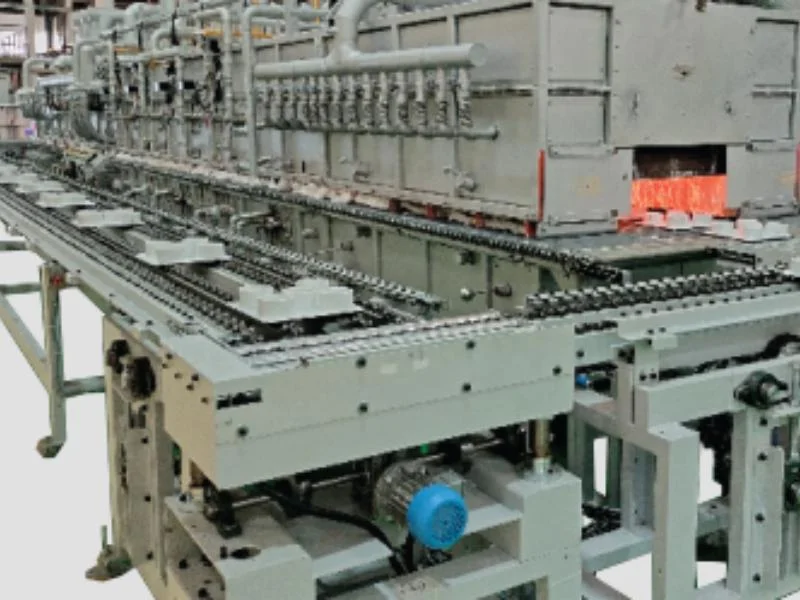
The Industrial Heavy Duty Track Chain Conveyor Lane represents industrial-grade material handling excellence, specifically engineered for transporting heavy-duty products and materials along production lines with exceptional reliability. This conveyor system handles substantial loads ranging from 200kg to 1000kg per meter while maintaining operational speeds between 0.5 to 2 m/s. Constructed from premium steel or stainless steel materials, it delivers outstanding durability and long-term performance in the most demanding industrial environments. The system offers both single-track and multi-track configurations, providing flexibility to meet specific operational requirements and space constraints while ensuring smooth, consistent material flow throughout your production process. This heavy-duty conveyor system finds extensive application across multiple industries where reliable material transportation is critical to operational success. In automotive manufacturing, it efficiently moves chassis components, engine blocks, and other heavy parts through assembly lines. Warehousing and distribution centers utilize it for transporting palletized goods and containers between storage areas. Food processing facilities benefit from its ability to handle large quantities of packaged products while maintaining hygiene standards. Manufacturing plants rely on it for moving heavy machinery components and industrial materials, while packaging operations use it for conveying filled containers and finished goods through various processing stages. The business value of this track chain conveyor lane extends beyond mere transportation—it represents a strategic investment in operational excellence and reliability. Its robust construction minimizes downtime and reduces maintenance requirements, directly contributing to increased productivity and lower operational costs. The system's design allows for seamless integration into existing workflows, eliminating production bottlenecks and enhancing overall efficiency. With its proven reliability and durable performance, this conveyor solution provides peace of mind to serious buyers who cannot afford operational interruptions. It delivers tangible ROI through improved material handling efficiency, reduced labor costs, and enhanced production capacity. Key Features: - Heavy-duty construction with load capacity ranging from 200kg to 1000kg per meter - Customizable track options including single-track or multi-track configurations - Operational speed range of 0.5 to 2 m/s for efficient material flow - Premium material construction using steel or stainless steel for durability - Robust track chain system design for stable transportation of heavy items Benefits: - Enhanced operational efficiency through reliable heavy material transport - Reduced maintenance requirements and minimized operational downtime - Flexible integration into existing production lines and workflows - Long service life with durable steel or stainless steel construction - Improved productivity with consistent performance under heavy loads
Specifications
| Attribute | Value |
|---|---|
| Load Capacity | 200 kg to 1000 kg per meter |
| Track Type: | Single-track or multi-track |
| Speed | 0.5 to 2 m/s |
| Material | Steel or Stainless Steel. |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This heavy-duty track chain conveyor lane is engineered for demanding industrial environments where reliable movement of heavy materials is essential. It efficiently transports bulky items, components, and finished products through various production stages with consistent performance and minimal downtime. The robust construction and track options make it suitable for diverse manufacturing settings, ensuring smooth material flow even under heavy load conditions. The conveyor integrates seamlessly into existing production lines and material handling systems, offering flexible single-track or multi-track configurations. This adaptability allows businesses to optimize operational workflow, reduce manual handling, and maintain continuous production cycles. The durability and low maintenance requirements make it a cost-effective long-term investment for industries prioritizing efficiency and operational continuity. - Automotive assembly lines for moving engine blocks, chassis components, and heavy automotive parts through manufacturing processes - Warehousing and distribution centers for transporting heavy pallets, containers, and bulk materials between storage and loading areas - Food processing plants for handling large quantities of packaged goods, raw ingredients, and finished products - Manufacturing facilities for moving heavy machinery components, industrial parts, and production materials between workstations - Packaging operations for conveying filled containers, bulk packages, and heavy finished goods through processing stages
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Pico Automation , Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
19 yrs
Industrial Equipment & Machinery•Manufacturer
Turn Over
₹5 - ₹10 Crore
Factory Details
Factory Size1000-5000 sqm
Contract ManufacturingOEM Service
Annual Production Capacity0
Main Markets
South Asia
Africa
Industrial Heavy Duty Track Chain Conveyor Lane 200 1000kg/m Steel
Industrial Heavy Duty Track Chain Conveyor Lane handles 200-1000kg/m loads at 0.5-2 m/s speeds. Built with durable steel or stainless steel construction for reliable heavy material transport in demanding production environments.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Pico Automation 
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer