undefined
Apparel & Fashion
Loading subcategories...
View More
Description
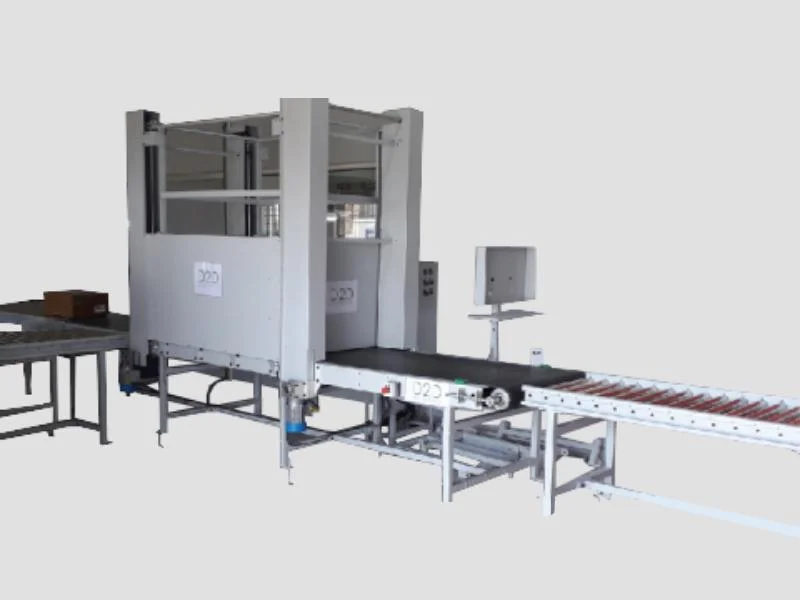
The Apparel RFID Conveyor System represents advanced automated material handling technology specifically engineered for the clothing and fashion sector. These sophisticated systems...
The Apparel RFID Conveyor System represents advanced automated material handling technology specifically engineered for the clothing and fashion sector. These sophisticated systems combine durable conveyor mechanics with precision RFID technology to create a seamless tracking environment. As products move along the conveyor belt, integrated RFID chambers automatically read tags attached to garments, accessories, or packaging, capturing essential data without requiring manual intervention. The system supports both UHF (Ultra High Frequency) and HF (High Frequency) RFID options, providing flexibility for different tagging requirements and operational needs. With load capacities ranging from 50kg to 500kg per meter and adjustable speeds between 0.5 to 2 meters per second, these conveyors accommodate various product types and operational tempos while maintaining consistently accurate tracking capabilities throughout the entire process. The clothing and fashion industry benefits extensively from these RFID-enabled conveyor systems across the entire supply chain. Manufacturing facilities utilize them to track work-in-progress items through different production stages, ensuring efficient workflow management and reducing potential bottlenecks. Distribution centers implement these systems for automated sorting of garments by specific attributes like style, size, and destination, dramatically improving fulfillment accuracy and operational efficiency. Retail operations with substantial inventory volumes use the conveyors for real-time stock visibility, preventing both stockouts and overstock situations through precise tracking. The technology also proves invaluable for quality control processes, where RFID tags can contain detailed product specifications that are automatically verified as items pass through designated inspection points, ensuring consistent product quality standards. Businesses investing in this Apparel RFID Conveyor System gain significant operational advantages and measurable return on investment. The system's reliability stems from durable construction and precision engineering, designed to withstand continuous operation in demanding industrial environments. The automatic tracking capability substantially reduces labor costs associated with manual scanning while completely eliminating human error in inventory management processes. The real-time data collection provides unprecedented visibility into product movement patterns, enabling better decision-making and more responsive supply chain management. These systems are engineered for optimal performance regardless of facility size or specific product requirements, ensuring seamless integration into existing operational layouts while delivering consistent, accurate tracking results day after day. Key Features: - UHF or HF RFID frequency options supporting various tag systems - Load capacity from 50kg to 500kg per meter for diverse products - Adjustable speed control ranging from 0.5 to 2 meters per second - Extended tag read range up to 3 meters for reliable data capture - Robust industrial construction for continuous operation demands Benefits: - Automated tracking eliminates manual scanning and reduces labor costs - Real-time inventory visibility prevents stockouts and overstock situations - Enhanced accuracy in sorting and fulfillment operations - Seamless integration with existing management systems - Durable design ensures reliable performance in demanding environments
Specifications
| Attribute | Value |
|---|---|
| RFID Frequency | UHF (Ultra High Frequency) or HF (High Frequency). |
| Load Capacity | 50 kg to 500 kg per meter |
| Speed | 0.5 to 2 m/s (adjustable). |
| Tag Read Range | Up to 3 meters |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This RFID conveyor system revolutionizes apparel logistics by providing real-time visibility into inventory movement throughout your facility. The system automatically tracks garments, accessories, and finished products as they move along the conveyor, eliminating manual scanning requirements and significantly reducing human error. The integrated RFID technology captures data instantly during transit, ensuring accurate inventory counts and precise location tracking without disrupting operational flow or slowing down production processes. Beyond fashion applications, these conveyor systems serve multiple industries including manufacturing, warehousing, and distribution centers. The adjustable speed range from 0.5 to 2 meters per second and substantial load capacity of 50-500 kg per meter make them suitable for various product types and operational volumes. Businesses benefit from seamless integration with existing management systems, creating a cohesive operational workflow from receiving through to shipping while maintaining complete inventory accuracy throughout the entire process. - Automated sorting of garments by style, size, and destination in distribution centers - Real-time inventory tracking throughout manufacturing facilities and warehouses - Streamlined order fulfillment processes for retail and online operations - Quality control verification using RFID data at inspection points - Integration with packaging operations to ensure accurate customer shipments
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Pico Automation , Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
19 yrs
Industrial Equipment & Machinery•Manufacturer
Turn Over
₹5 - ₹10 Crore
Factory Details
Factory Size1000-5000 sqm
Contract ManufacturingOEM Service
Annual Production Capacity0
Main Markets
South Asia
Africa
Apparel RFID Conveyor System UHF HF 50 500kg 0.5 2m/s 3m Read Range
Apparel RFID Conveyor System with UHF/HF frequency, 50-500kg capacity, adjustable 0.5-2m/s speed, and 3m read range for automated inventory tracking and management in clothing operations.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Pico Automation 
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer