₹
Apparel & Fashion
Loading subcategories...
View More
Description
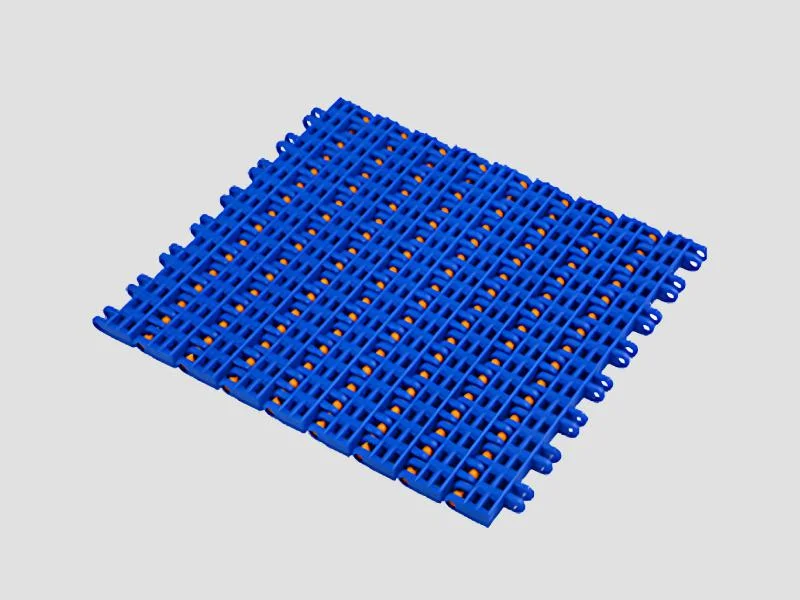
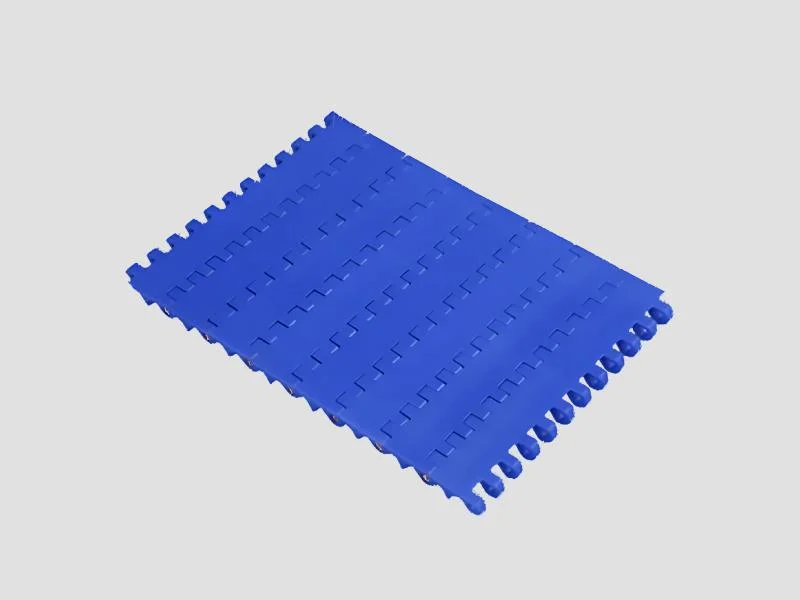
The SP-SMPB modular plastic belt represents advanced hygienic conveying technology designed specifically for sensitive food processing applications. Engineered with a special lock ...
The SP-SMPB modular plastic belt represents advanced hygienic conveying technology designed specifically for sensitive food processing applications. Engineered with a special lock pin system that minimizes bacterial growth points, this belt ensures superior food safety compliance while maintaining operational efficiency. The FDA-approved plastic construction provides exceptional durability against wear and chemical exposure, making it ideal for continuous use in demanding environments. Its modular design allows for quick assembly and disassembly without specialized tools, significantly reducing maintenance downtime and labor costs. The smooth surface and tight transfer capabilities ensure products move seamlessly through processing stages without damage or contamination risk. This conveyor belt serves multiple food processing industries with exceptional reliability and performance. In bakery and confectionery applications, it handles delicate items like cookies and pastries without surface damage while maintaining hygienic standards. Dairy and cheese producers benefit from its easy-clean surfaces that prevent bacterial buildup and ensure product safety. Meat and poultry processors rely on its hygienic design to meet strict food safety regulations and maintain production efficiency. Packaged food manufacturers appreciate its precision in tight transfer operations where space optimization is crucial for streamlined production lines. The belt's versatility extends to ready-to-eat meal production where contamination control is paramount for consumer safety and quality assurance. Businesses choosing the SP-SMPB gain significant operational advantages through reduced maintenance costs and enhanced reliability. The unique lock pin system not only prevents bacterial growth but also simplifies replacement procedures, minimizing production interruptions and maintenance complexity. The durable FDA-approved materials ensure long service life even in high-temperature cleaning cycles and corrosive environments, providing excellent return on investment. This reliability translates to consistent performance that importers and distributors can confidently offer to their clients, building trust through dependable product quality. The hygienic design meets global food safety standards while the robust construction delivers lasting performance in challenging food processing conditions, providing peace of mind for serious buyers. Key Features: - Special lock pin design for quick, tool-free maintenance - Bacteria-resistant construction minimizing contamination risk - FDA-approved plastic materials ensuring food safety compliance - Modular design enabling custom configurations and easy repairs - Robust construction for long-lasting performance in demanding environments Benefits: - Reduced downtime through fast assembly and disassembly procedures - Enhanced food safety with minimized bacterial growth points - Lower cleaning costs with reduced water and chemical consumption - Extended service life through wear-resistant materials - Improved product handling with smooth, tight transfer capabilities
Specifications
| Attribute | Value |
|---|---|
| Feature | Lock pin for quick maintenance |
| Hygiene | Easy to clean, bacteria-resistant |
| Application | Tight transfer operations |
| Material | FDA-approved plastic |
| Durability | Strong & long-lasting |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The SP-SMPB modular conveyor belt delivers superior performance in food processing environments where hygiene and precision are critical. Its bacteria-resistant design and easy-clean surfaces prevent contamination while maintaining smooth operation in demanding production settings. The special lock pin system ensures quick maintenance without compromising food safety standards or operational efficiency. This conveyor solution excels in tight transfer operations where space optimization is essential. The modular design handles delicate products without damage while providing reliable performance in temperature-controlled environments. Industries benefit from reduced downtime, lower water consumption during cleaning, and consistent operation across various food processing applications. - Confectionery and bakery processing lines for delicate items - Dairy and cheese production facilities requiring strict hygiene - Packaged food and ready-to-eat meal assembly operations - Tight transfer conveyors for small, delicate food products - Meat, poultry, and seafood processing where bacterial control is essential
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectra Plast India, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Food Processing Conveyor Belt Hygienic Modular Bacteria Resistant
SP-SMPB hygienic modular conveyor belt features bacteria-resistant FDA-approved plastic with special lock pin for tight transfer operations in food processing applications requiring easy maintenance and cleaning.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectra Plast India
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer