undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial shell and tube heat exchangers are a cornerstone of reliable thermal management, designed for efficient heat transfer between two separate fluid streams. This proven des...
Industrial shell and tube heat exchangers are a cornerstone of reliable thermal management, designed for efficient heat transfer between two separate fluid streams. This proven design features a cylindrical shell housing a bundle of tubes, allowing one fluid to flow through the tubes while another circulates around them within the shell. This configuration enables effective cooling or heating without fluid mixing, making it ideal for handling heat transfer fluids, lubricating oils, hydraulic fluids, and various process coolants. Renowned for their durability and straightforward maintenance, these units deliver consistent performance across a wide range of capacities and pressure ratings, forming a critical component in continuous industrial operations where thermal stability is paramount. These heat exchangers serve indispensable roles across core industrial sectors. In power generation, they are critical for cooling turbine lube oil systems and generator stator cooling water, preventing overheating and ensuring plant availability. Chemical and pharmaceutical industries rely on them for precise temperature control during reactions, crystallization, and distillation processes. The oil and gas sector utilizes them extensively for cooling crude oil, amine solutions in gas sweetening, and various hydrocarbon streams in refineries. Manufacturing plants depend on them to manage heat from hydraulic systems, compressors, and industrial machinery, while large commercial and industrial HVAC systems use them for energy-efficient temperature regulation in chillers and cooling towers. The primary value of these heat exchangers lies in their exceptional reliability, operational efficiency, and long-term cost-effectiveness. Their robust construction minimizes the risk of failure, reducing unplanned downtime and associated production losses. The efficient heat transfer design lowers energy consumption, directly impacting operational expenses. Their serviceability and ease of maintenance, including the ability to clean tubes and replace components, extend equipment life and protect your capital investment. By providing stable, controlled thermal management, they enhance overall process safety, protect sensitive machinery, and contribute to consistent product quality, delivering a strong return on investment through improved system performance and reduced total cost of ownership. Key Features: - Robust shell and tube construction using industrial-grade materials for high-pressure durability and long service life. - Efficient counter-current or cross-flow design maximizing heat transfer between two separate fluid streams. - Configurable with fixed tube sheets, U-tube, or floating head designs to suit specific thermal and maintenance needs. - Compatible with a wide range of industrial fluids including water, thermal oils, lubricants, glycols, and process chemicals. - Engineered for reliable operation across a broad spectrum of temperatures and pressures common in industrial settings. Benefits: - Delivers reliable, consistent cooling performance that minimizes process interruptions and production downtime. - High thermal efficiency reduces energy consumption, leading to lower operational costs over the equipment lifecycle. - Durable construction and straightforward design facilitate easier maintenance, cleaning, and potential component replacement. - Versatile application across multiple industries and fluids provides a scalable solution for diverse thermal management challenges. - Proven design ensures operational safety and protects downstream equipment by maintaining precise temperature control.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Shell and tube heat exchangers are engineered for precise thermal management in industrial settings, efficiently handling diverse fluids like heat transfer oils, lubricants, and process coolants. Their robust construction ensures reliable performance under high pressures and varying thermal loads, making them essential for maintaining optimal operating temperatures in critical processes across multiple sectors. These versatile heat exchangers are deployed in power generation, chemical processing, oil and gas operations, HVAC systems, and manufacturing plants. Their design allows for adaptation to specific operational needs, ensuring compatibility with various fluid types and temperature ranges. This flexibility makes them a preferred choice for engineers seeking durable, efficient cooling solutions that integrate seamlessly into complex industrial systems. - Cooling turbine lubricants and generator oils in thermal and nuclear power plants to ensure continuous, safe energy production. - Managing exothermic reaction temperatures in chemical manufacturing to maintain process safety and product quality. - Cooling crude oil, natural gas, and refining fluids in upstream and downstream oil and gas operations. - Regulating temperatures in large-scale commercial HVAC, refrigeration, and district cooling systems. - Providing precise thermal control for hydraulic systems, compressors, and machinery in heavy manufacturing and automotive plants.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Rakshan Cooling Towers, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Southeast Asia
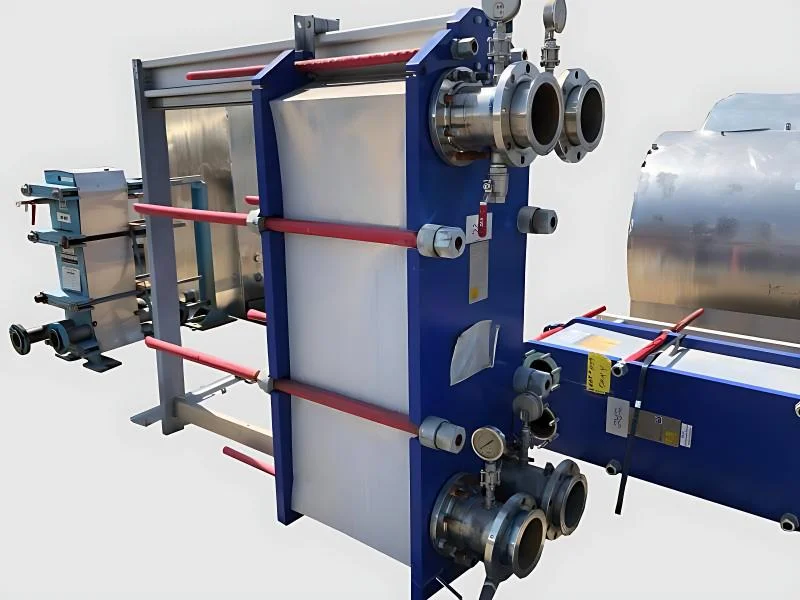
Industrial Shell And Tube Heat Exchangers For Efficient Cooling
Industrial shell and tube heat exchangers provide efficient cooling for heat transfer fluids, lubricating oils, and process coolants across various capacities, ensuring reliable thermal management for demanding industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Rakshan Cooling Towers
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer