₹
Apparel & Fashion
Loading subcategories...
View More

Description
Our Industrial Salt Washery Plant represents advanced engineering designed specifically for purifying raw sea salt into high-value commercial products. Unlike untreated salt from s...
Our Industrial Salt Washery Plant represents advanced engineering designed specifically for purifying raw sea salt into high-value commercial products. Unlike untreated salt from salt farms containing impurities like magnesium and calcium, our plant processes raw salt to meet precise specifications—typically reducing magnesium content to 0.040-0.050% and calcium to approximately 0.080%. Built from superior quality materials and rigorously tested for durability, these systems ensure consistent performance, reliability, and adaptability to various raw salt input qualities. This plant delivers a streamlined, efficient solution for salt purification with options to match specific production needs and output requirements, making it ideal for serious industrial operations. The salt washery plant serves essential roles across multiple industries where purified salt is fundamental to operations. In food processing, it produces edible salt meeting strict safety and quality standards for human consumption. Chemical manufacturers utilize purified salt as raw material for various synthesis processes requiring consistent chemical composition. Water treatment facilities depend on high-purity salt for regeneration in ion-exchange softeners that treat municipal and industrial water. Additionally, pharmaceutical production, agricultural applications, and animal feed manufacturing benefit from the consistent quality and purity achieved through this advanced washing technology, making it a versatile asset for businesses relying on salt-based products. Investing in our salt washery plant delivers tangible business value through enhanced operational reliability, reduced waste, and improved marketability of end products. The plant's robust construction and quality-tested components minimize downtime and maintenance costs, ensuring long-term operational efficiency. The system's design supports scalability and consistent product quality, building trust with buyers who prioritize reliability and suitability for industrial applications. This technology provides a competitive edge by enabling producers to meet exacting purity standards consistently, supporting business growth through superior product quality that meets diverse market demands. Key Features: - Engineered for high-efficiency impurity removal from raw sea salt - Constructed from durable, quality-tested industrial materials - Reduces magnesium content to precise 0.040-0.050% range - Controls calcium levels to approximately 0.080% - Designed for reliable, consistent industrial-scale operation Benefits: - Delivers food-grade and industrial-grade salt with consistent purity - Enhances product quality and market value of purified salt - Reduces operational waste through efficient purification processes - Minimizes maintenance requirements with durable construction - Supports scalability for growing production demands
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial salt washery plant transforms raw sea salt into purified products by efficiently removing magnesium, calcium, and other impurities. This process ensures the final salt meets strict purity standards for texture, usability, and safety across various demanding sectors. The system is designed for salt producers who need reliable, consistent output to meet market requirements and expand their product offerings with high-quality purified salt. Industries requiring high-purity salt depend on these washery plants for their critical operations. The technology serves sectors where salt quality directly impacts production outcomes, providing adaptable purification solutions that handle different raw material qualities. This flexibility ensures optimal performance for specific industrial needs, making the plant suitable for diverse applications where consistent salt purity is non-negotiable for operational success. - Food processing industry for edible salt production - Chemical manufacturing for raw material preparation - Water treatment facilities for softening processes - Pharmaceutical sector for medical-grade salt - Agriculture and animal feed for nutritional salt products
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Chem Tech Equipments, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Domestic
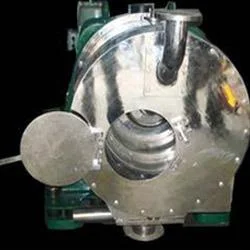
Industrial Salt Washery Plant For High Purity Purification
Industrial Salt Washery Plant for high-purity purification processes, engineered to remove impurities from raw sea salt and deliver consistent food-grade and industrial-grade salt with reliable performance and quality output.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chem Tech Equipments Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer