₹
Apparel & Fashion
Loading subcategories...
View More

Description
The Pharma Pusher Centrifuge represents specialized separation technology designed specifically for pharmaceutical manufacturing environments. This continuous centrifuge efficientl...
The Pharma Pusher Centrifuge represents specialized separation technology designed specifically for pharmaceutical manufacturing environments. This continuous centrifuge efficiently separates crystalline materials from slurry or suspension while maintaining the highest standards of hygiene and operational reliability. Engineered with GMP compliance as a foundational principle, the system operates with minimal human intervention, significantly reducing contamination risks and ensuring consistent product quality. The robust construction and precision engineering make it suitable for handling sensitive pharmaceutical compounds where purity and process consistency are non-negotiable requirements for successful production. The pharmaceutical industry relies on this Pusher Centrifuge for critical separation processes in active pharmaceutical ingredient (API) manufacturing, intermediate purification, and final product recovery stages. Chemical production and biotechnology sectors also utilize this technology for similar separation challenges where continuous operation and stringent purity standards are essential. The equipment meets rigorous regulatory requirements while delivering exceptional performance in environments that demand absolute cleanliness, reliability, and consistent process efficiency. Its operational design makes it suitable for various crystalline materials across different production scales, from pilot plants to full-scale manufacturing facilities. Businesses implementing this Pharma Pusher Centrifuge gain substantial operational advantages through reduced manual labor requirements, lower energy consumption per processed unit, and increased overall processing capacity. The equipment's reliability ensures minimal unplanned downtime and consistent separation performance, directly impacting production efficiency and overall operational costs. The durable construction and optimized design deliver long-term value through extended service life, reduced maintenance needs, and stable operational performance that protects your production schedule and product quality standards. Key Features: - Continuous operation design for uninterrupted high-volume processing - GMP-compliant hygienic construction suitable for pharmaceutical applications - Energy-efficient operation with optimized power consumption - Robust mechanical construction ensuring reliable long-term performance - Precision engineering for consistent separation of various crystal sizes Benefits: - Increased production throughput with continuous operation capability - Reduced contamination risk through GMP-compliant hygienic design - Lower operational costs through energy efficiency and minimal labor - Consistent product quality with reliable separation performance - Long-term durability with minimal maintenance requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Pharma Pusher Centrifuge delivers continuous, high-volume separation of crystalline solids from liquid suspensions, specifically engineered for pharmaceutical production. Its hygienic, GMP-compliant design eliminates contamination risks while handling sensitive active ingredients, ensuring product purity and batch consistency are maintained throughout operation. This technology excels where traditional batch centrifuges fall short, offering significantly increased throughput with minimal downtime. The continuous pusher mechanism efficiently handles various crystal sizes and densities, reducing operational costs while maintaining consistent separation performance. It is built for demanding production environments where reliability and process efficiency are paramount. - Continuous separation and washing of antibiotic crystals from mother liquor in API production - Dewatering and purification of pharmaceutical intermediates during chemical synthesis - Recovery of high-value crystalline products from fermentation broths in biotechnology - Separation of fine chemical crystals in pharmaceutical ingredient manufacturing - Clarification and solid recovery from pharmaceutical process wastewater streams
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Chem Tech Equipments, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Domestic
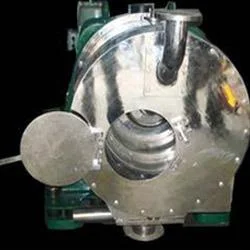
Pharma Pusher Centrifuge For GMP Separation Of Crystalline Materials
Pharma Pusher Centrifuge for GMP separation of crystalline materials from slurry. High-performance, energy-efficient design ensures reliable pharmaceutical manufacturing with minimal labor requirements.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chem Tech Equipments Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer