₹
Apparel & Fashion
Loading subcategories...
View More
Description
The Industrial Salt Centrifuge Machine represents advanced separation technology specifically engineered for salt processing operations. This industrial-grade equipment utilizes ce...
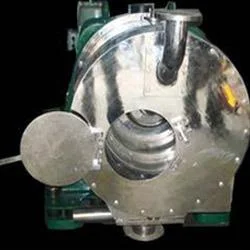
The Industrial Salt Centrifuge Machine represents advanced separation technology specifically engineered for salt processing operations. This industrial-grade equipment utilizes centrifugal force principles to efficiently separate salt crystals from mother liquor, delivering exceptionally dry salt with minimal residual moisture content. The machine features robust stainless steel construction that withstands corrosive environments while maintaining operational integrity. With user-friendly controls and automated operation systems, it ensures consistent performance even in demanding production environments. The centrifuge's precision engineering guarantees optimal separation efficiency, making it an essential asset for operations focused on quality salt production and processing effectiveness. This centrifuge serves critical functions across multiple industries where salt purity and moisture control are essential operational parameters. In food processing operations, it produces food-grade salt with precisely controlled moisture levels necessary for preservation and product consistency. Chemical manufacturing facilities utilize these machines for producing high-purity industrial salt used in various chemical processes and reactions. Water treatment operations employ these centrifuges for salt recovery and brine concentration processes. The pharmaceutical industry relies on them for producing ultra-pure salt required in medical formulations and healthcare products. Additionally, agriculture and animal feed producers use these machines for processing salt supplements with consistent quality and moisture specifications. Investing in our salt centrifuge machine delivers significant operational value through enhanced processing efficiency and product quality improvement. The equipment's reliability ensures continuous production with minimal operational interruptions, maximizing return on investment. Its low maintenance requirements reduce operational expenditures while the energy-efficient design optimizes power consumption. The machine's durable construction guarantees long-term performance without compromising output quality standards. The combination of reliability, efficiency, and consistent performance makes this centrifuge machine a strategic investment for operations seeking to enhance their salt processing capabilities and market position through superior product quality and operational effectiveness. Key Features: - Robust stainless steel construction resistant to corrosion and operational wear - Advanced centrifugal separation technology for maximum moisture removal efficiency - User-friendly control system with automated operation capabilities - Precision engineering ensuring consistent performance and output quality - Durable components designed for continuous industrial operation Benefits: - Enhanced salt purity with minimal residual moisture content - Reduced operational costs through energy-efficient performance - Minimal maintenance requirements for continuous production - Consistent output quality across various salt types and processing conditions - Long-term reliability ensuring sustained operational performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial salt centrifuge machine efficiently separates salt crystals from brine solutions across various production environments. The equipment handles continuous operation with consistent performance, making it ideal for salt refining plants, chemical processing facilities, and food-grade salt manufacturing that require high-purity output with minimal residual moisture content for optimal product quality and processing efficiency. The machine's robust construction and precision engineering suit diverse operational requirements from small-scale processors to large industrial facilities. Its versatile design accommodates different salt types including sea salt, rock salt, and evaporated salt, providing reliable separation performance across various production scales and processing conditions while maintaining operational reliability and output consistency. - Salt refining plants for producing high-purity industrial and edible salt products - Chemical processing facilities for salt separation and purification operations - Food manufacturing units requiring food-grade salt with controlled moisture levels - Water treatment plants for salt recovery and brine management systems - Pharmaceutical companies requiring ultra-pure salt for medical applications
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Chem Tech Equipments, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Domestic
Industrial Salt Centrifuge Machine High Purity Low Moisture
Industrial Salt Centrifuge Machine delivers high-purity salt with minimal moisture content. This reliable equipment ensures efficient salt processing for various industrial applications with consistent performance and low maintenance requirements.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chem Tech Equipments Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer


