₹
Apparel & Fashion
Loading subcategories...
View More

Description
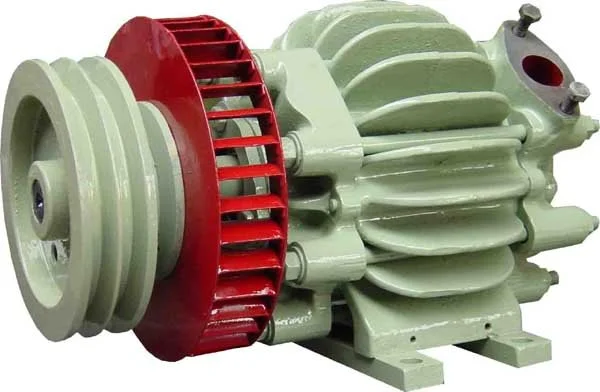
Everest Twin Lobe Rotary Air Blowers are high-performance positive displacement machines manufactured by ISO-certified Everest Transmission. These industrial blowers deliver a cons...
Everest Twin Lobe Rotary Air Blowers are high-performance positive displacement machines manufactured by ISO-certified Everest Transmission. These industrial blowers deliver a constant volume of completely oil-free air at consistent speeds, making them exceptionally reliable for both pressure and vacuum applications. Engineered for industrial durability, they operate with remarkably low noise levels and high energy efficiency, ensuring significant power conservation while maintaining stable performance. Available in various models with capacities ranging from 25m3/hr to 7,000m3/hr and capable of handling pressures up to 1 Bar, these blowers feature a focus on durability and component interchangeability. Their sophisticated manufacturing processes guarantee consistent quality and reliable operation in the most demanding industrial environments. These air blowers serve essential functions across numerous critical industries. In cement plants, they facilitate efficient material handling and pneumatic conveying systems. Water and effluent treatment plants rely on them for biological aeration and filter backwashing processes. Chemical and pharmaceutical facilities utilize them for solution agitation and mixing applications. Their versatility extends to biogas boosting, aquaculture oxygenation, electroplating tank agitation, and various industrial vacuum applications. The ability to provide completely oil-free air makes them indispensable in environments where product purity and contamination prevention are paramount. Their design adapts to varying system resistances, with differential pressure adjusting automatically to meet specific load conditions without compromising performance or efficiency. Businesses choose Everest Twin Lobe Rotary Air Blowers for their proven reliability, extended operational lifespan, and overall cost-effectiveness. These blowers significantly reduce energy consumption and maintenance requirements, lowering the total cost of ownership over their service life. Their robust construction and precision engineering ensure minimal operational downtime, enhancing productivity in continuous industrial processes. As a trusted solution from an ISO-certified manufacturer, they represent a sound investment in process efficiency and consistency. Buyers gain not just equipment, but a reliable partner committed to engineering excellence, quality assurance, and long-term performance support for their critical air handling needs. Key Features: - Low noise operation combined with high-pressure delivery improves workplace safety and comfort. - Energy-efficient design reduces electrical power consumption and operational expenses significantly. - Extended service life with high-volume air output ensures durability and consistent performance. - Stable operation under varying load conditions and different system resistances. - Completely oil-free air delivery maintains process purity and prevents contamination in sensitive applications. Benefits: - Reduced operational costs through lower energy consumption and minimal maintenance requirements. - Enhanced process reliability with consistent air delivery and stable performance under varying conditions. - Improved workplace environment with quiet operation and reduced vibration levels. - Long-term durability and reliability minimize equipment downtime and replacement costs. - Contamination-free air supply protects product quality and process integrity in sensitive applications.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Everest Twin Lobe Rotary Air Blowers are robust positive displacement machines engineered for demanding industrial environments. They provide a constant volume of air flow, making them suitable for both pressure and vacuum applications across multiple sectors. Their durable construction ensures stable, reliable performance during continuous operation, meeting the needs of serious industrial buyers who require dependable equipment for critical processes. These blowers are designed for operational efficiency and long-term durability, helping to reduce energy costs and minimize downtime. They handle diverse applications from pneumatic material transfer to biological aeration in treatment facilities. Industries depend on them for consistent, contamination-free air delivery, ensuring process integrity and compliance with strict operational and environmental standards across various manufacturing and processing settings. - Aeration systems in wastewater and effluent treatment plants for efficient biological processing and oxidation. - Pneumatic conveying of powders, granules, and dry materials in cement, chemical, and food processing industries. - Filter backwashing in water treatment and industrial filtration systems to maintain efficiency and cleanliness. - Agitation and blending of chemical solutions and mixtures in pharmaceutical and manufacturing facilities. - Air supply for aquaculture oxygenation and electroplating tank agitation to ensure optimal process conditions.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
EVEREST BLOWERS, New Delhi New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerRetailerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Twin Lobe Rotary Air Blowers High Pressure Oil Free Low Noise
Everest Twin Lobe Rotary Air Blowers deliver high-pressure, oil-free air with low noise and energy efficiency for industrial pneumatic conveying, water treatment, and aeration applications.
Min. Order Quantity: 1 Piece
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
EVEREST BLOWERS
 New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer