₹
Apparel & Fashion
Loading subcategories...
View More

Description
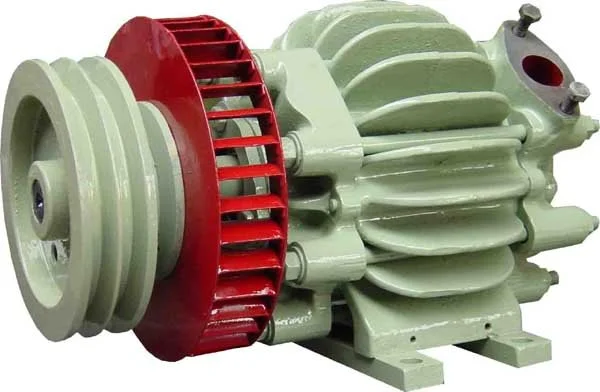
The EVEREST TRILOBE ROOTS AIR BLOWER represents advanced engineering in industrial air movement technology, manufactured by a trusted Indian brand known for quality and reliability...
The EVEREST TRILOBE ROOTS AIR BLOWER represents advanced engineering in industrial air movement technology, manufactured by a trusted Indian brand known for quality and reliability. Featuring innovative tri-lobe rotor technology with lobe tips exposed at 120 degrees, this blower provides superior rotor stiffness and reduced deflection under operational loads. It ensures completely oil-free air delivery, making it perfect for environments where contamination must be strictly avoided. Manufactured using state-of-the-art CNC machines from leading international and domestic manufacturers, it guarantees precision engineering and consistent performance. Designed for continuous duty operation, the blower significantly reduces noise, pulsations, and vibrations, meeting the exacting requirements of industrial buyers seeking dependable equipment for critical applications. This versatile blower serves multiple industries with exceptional efficiency and reliability. In effluent and water treatment facilities, it facilitates essential aeration and agitation processes, while in paper and cement manufacturing, it supports crucial drying, conveying, and fluidization operations. Chemical processing plants depend on it for consistent process air supply, and electroplating facilities utilize it for contamination-free air agitation. The blower also supports aquaculture operations by maintaining optimal dissolved oxygen levels and assists in textile processing through efficient vacuum or pressure systems. Its adaptability across various applications makes it the preferred choice for industries requiring robust, maintenance-free operational performance. The EVEREST TRILOBE ROOTS AIR BLOWER delivers substantial business value through exceptional reliability, energy efficiency, and operational cost savings. Its advanced fail-safe labyrinth sealing and extended shaft design ensure cool running temperatures and extended service life, while dynamically balanced rotor assemblies comply with international performance standards. Businesses benefit from improved volumetric efficiency, reduced operating temperatures, and minimal maintenance requirements, significantly enhancing overall productivity. As a factory-engineered and guaranteed product, it provides complete operational confidence with sturdy construction and premium components that withstand rigorous industrial use, making it a strategic investment for long-term operational success. Key Features: - Advanced tri-lobe rotor design for reduced deflection and enhanced stiffness - Complete oil-free air delivery system with anti-friction bearings - Durable rigid one-piece cast iron casing and end plates - Multiple cooling design options including air-cooled and water-cooled versions - Precision dynamically balanced rotor shaft assembly meeting ISO standards Benefits: - Enhanced operational efficiency with reduced energy consumption - Minimal maintenance requirements and extended service life - Consistent reliable performance in demanding industrial environments - Versatile application across multiple industrial sectors - Superior construction quality ensuring long-term operational reliability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The EVEREST TRILOBE ROOTS AIR BLOWER excels in demanding industrial environments where continuous, reliable operation is essential. Its advanced tri-lobe rotor design significantly reduces noise and vibration while enhancing operational efficiency, making it ideal for wastewater treatment, manufacturing, and chemical processing sectors. This blower guarantees consistent performance in applications requiring oil-free air delivery, minimal maintenance, and robust construction for extended service life across diverse industrial settings. Built with durability and precision engineering, this blower supports critical processes including pneumatic conveying, aeration systems, and vacuum operations. It effectively handles both low and high-pressure tasks, featuring high-quality alloy steel components and rigid casing for maximum longevity. Industries benefit from its adaptability to various cooling configurations, providing operational flexibility across different environmental conditions and processing requirements. - Wastewater treatment plants for diffused aeration and agitation processes - Paper manufacturing facilities for coating applications and material conveying - Cement production plants for material blending and fluidization systems - Water treatment facilities for filter backwashing operations - Industrial pneumatic conveying systems for material transfer
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | DELHI/HARYANA | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
EVEREST BLOWERS, New Delhi New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerRetailerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial High Efficiency Low Noise EVEREST TRILOBE ROOTS AIR BLOWER
EVEREST TRILOBE ROOTS AIR BLOWER delivers high-efficiency, low-noise operation with energy-saving design for industrial air and water purification applications requiring reliable performance.
Min. Order Quantity: 1 Set
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
EVEREST BLOWERS
 New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer