undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial ring air blowers are advanced air movement systems engineered for demanding industrial applications that require reliable, energy-efficient performance. Utilizing a uniq...
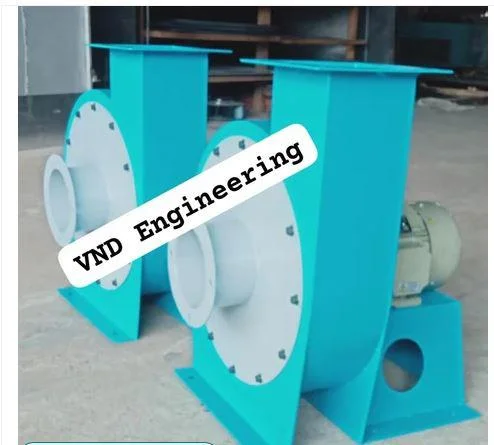
Industrial ring air blowers are advanced air movement systems engineered for demanding industrial applications that require reliable, energy-efficient performance. Utilizing a unique ring-shaped impeller and regenerative air principles, these blowers generate powerful, continuous airflow for both pressure and vacuum needs within a single, compact unit. This innovative design eliminates the requirement for separate systems, streamlining operations. The oil-free operation guarantees clean air delivery, free from contamination, which is crucial for sensitive processes. Built with robust construction and minimal moving parts, these blowers offer consistent output while significantly reducing maintenance demands and long-term operational costs, providing a dependable backbone for critical air supply and movement tasks. These versatile blowers are indispensable across a wide range of industries. In wastewater treatment, they are the core of aeration systems, oxygenating water to support essential biological treatment processes. Manufacturing and processing plants rely on them for efficient pneumatic conveying of materials like powders and granules, as well as for vacuum handling systems that move products safely. The food and beverage industry values their oil-free design to prevent product contamination during processing and packaging. Furthermore, they are critical in aquaculture for water aeration, in printing for drying, and in various sectors for combustion air supply, cooling, and industrial vacuum applications, demonstrating exceptional cross-industry adaptability. Investing in industrial ring air blowers delivers substantial business value through enhanced operational efficiency and proven reliability. Their energy-optimized design consumes less electricity than traditional blowers, directly lowering ongoing utility expenses. The reduced maintenance needs minimize costly downtime and service interruptions, while the durable build ensures a long operational lifespan even in harsh environments. Businesses gain from the dual functionality of handling both pressure and vacuum with one machine, reducing capital expenditure on multiple specialized units. Most importantly, the guaranteed oil-free operation eliminates risks of product or process contamination, protecting product quality and making these blowers a smart, value-driven choice for serious industrial operations. Key Features: - Unique ring-shaped impeller technology for efficient, powerful airflow generation. - Oil-free operation ensures clean, contamination-free air delivery for sensitive applications. - Compact and robust design built for durability and reliable performance in industrial settings. - Capable of both pressure and vacuum applications within a single unit. - Engineered for energy efficiency and minimal maintenance with few moving parts. Benefits: - Reduces operational costs through significant energy savings compared to conventional blowers. - Minimizes downtime and maintenance expenses due to reliable, durable construction. - Provides versatile air solutions for multiple applications, lowering equipment investment needs. - Eliminates contamination risks with oil-free operation, protecting product and process quality. - Ensures consistent, reliable performance for continuous industrial processes and automation.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial ring air blowers provide robust air movement solutions for demanding processes. Their unique ring-shaped impeller design generates consistent, oil-free airflow, making them ideal for both pressure and vacuum applications in continuous operation environments. This reliability supports critical functions in material handling, environmental management, and industrial automation systems. Engineered for durability, these blowers maintain high efficiency with minimal maintenance. They seamlessly integrate into various production workflows, from wastewater treatment to manufacturing lines, ensuring clean air delivery without contamination risks. Their compact design allows for flexible installation in space-constrained industrial settings. - Aeration systems in wastewater treatment plants for efficient oxygen supply and biological mixing. - Pneumatic conveying of powders, granules, and dry materials through production and packaging lines. - Vacuum lifting and holding systems for safe, precise material handling in manufacturing and assembly. - Aquaculture and fish farming operations for maintaining optimal dissolved oxygen levels in water. - Industrial combustion air supply for boilers, furnaces, and thermal oxidizers to ensure efficient fuel burning.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

VND engineering and spares , Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Ring Air Blowers For Aeration And Pneumatic Conveying
Industrial ring air blowers deliver powerful, energy-efficient airflow for aeration and pneumatic conveying. These compact, reliable blowers feature unique ring-shaped impeller technology for versatile pressure and vacuum applications across multiple industries.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
VND engineering and spares 
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer