₹
Apparel & Fashion
Loading subcategories...
View More

Description
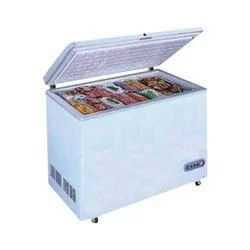
Our commercial refrigerated display units are engineered for businesses where reliable temperature control is non-negotiable for preserving perishable goods. Built with durable mat...
Our commercial refrigerated display units are engineered for businesses where reliable temperature control is non-negotiable for preserving perishable goods. Built with durable materials and designed to meet international standards, these units deliver consistent cooling performance while enhancing product visibility through clear glass panels. They maintain optimal hygiene conditions and operate efficiently, making them ideal for operations prioritizing both food safety and customer appeal. The reliable construction ensures these units withstand the demands of daily commercial use while keeping energy consumption manageable. These refrigeration solutions serve diverse sectors including supermarkets, hypermarkets, convenience stores, restaurants, hotels, and catering services. Food retailers utilize them to create attractive chilled food displays that drive sales, while hospitality businesses depend on them for buffet presentations and ingredient storage. Dairy processors and beverage distributors rely on these units for retail product showcasing, ensuring goods remain fresh and appealing throughout business hours. The units support compliance with food safety regulations across multiple industries, providing assurance for operations in regulated environments. For serious buyers and distributors, these refrigerated units deliver tangible value through reduced spoilage, improved sales conversion, and lower operational costs. Their dependable performance minimizes maintenance needs while maximizing storage capacity and accessibility. The efficient design translates to significant cost savings over time, making them a smart investment for businesses in the food sector. These units are built for durability and consistent operation, ensuring your investment continues to deliver reliable performance through years of demanding commercial use. Key Features: - Durable construction with corrosion-resistant materials for long service life - Precise temperature control systems ensuring optimal food preservation - Clear glass panels providing enhanced product visibility to customers - Reliable performance designed for high-traffic commercial environments - Energy-efficient operation reducing electricity costs and environmental impact Benefits: - Maintains food safety and reduces spoilage of perishable inventory - Enhances product presentation to attract customers and increase sales - Provides reliable cooling performance for uninterrupted business operations - Lowers operational costs through energy efficiency and reduced maintenance - Built for durability to withstand demanding commercial use over years
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These commercial refrigerated display units maintain precise temperatures to keep perishable goods fresh and safe while maximizing visibility for customers. Their robust construction ensures reliable operation in high-traffic settings where consistent cooling is essential for business success and compliance with food safety standards. Supermarkets, restaurants, hotels, and convenience stores use these units to effectively showcase chilled products while ensuring optimal storage conditions. The reliable performance supports various commercial layouts, from compact retail spaces to large supermarket installations requiring dependable refrigeration for daily operations. Real-world applications: - Display and sale of dairy products like milk, cheese, and yogurt in retail stores - Chilled beverage storage and presentation in supermarkets and convenience outlets - Fresh produce and meat preservation in grocery stores and butcher shops - Bakery items and confectionery cooling for cafes and food service businesses - Ready-to-eat meals and salad bars in hospitality and catering operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Abdul Refrigeration Centre, New Delhi
 New Delhi, India
New Delhi, India
Food & Agriculture•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Commercial Refrigerated Display Units With Temperature Control
Commercial refrigerated display units with precise temperature control for supermarkets, restaurants, and food retailers. These reliable units preserve perishable goods with high visibility and durable construction for demanding business environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abdul Refrigeration Centre New Delhi, India
New Delhi, India
Food & AgricultureManufacturer