₹
Apparel & Fashion
Loading subcategories...
View More
Description
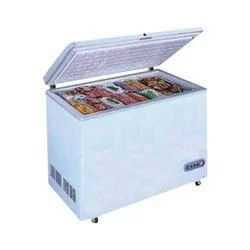
Our industrial two door low temperature deep freezer represents advanced cooling technology engineered for exceptional performance in demanding environments. Built to international...
Our industrial two door low temperature deep freezer represents advanced cooling technology engineered for exceptional performance in demanding environments. Built to international quality standards, this unit features sophisticated temperature control systems that maintain consistent ultra-low temperatures essential for preserving sensitive materials. The durable construction ensures long-term reliability while the energy-efficient design reduces operational expenses, making it a practical investment for operations requiring dependable cold storage solutions. The precise temperature management and robust build quality provide peace of mind for users who cannot afford temperature fluctuations in their storage processes. This deep freezer serves essential functions across healthcare sectors for preserving vaccines and pharmaceuticals at optimal temperatures, food processing industries requiring reliable freezing for seafood and meat products, and research laboratories needing exact temperature control for biological samples and scientific materials. The unit also finds significant application in commercial settings for inventory management, agricultural operations for produce preservation, and industrial environments for storing temperature-sensitive chemicals and reagents. Its versatility makes it indispensable for any operation requiring guaranteed temperature stability and reliable performance under various working conditions. The operational value of this low temperature deep freezer extends beyond basic storage to include enhanced efficiency, cost reduction, and risk management. The energy-efficient compressor system substantially decreases electricity usage while maintaining optimal performance, resulting in meaningful long-term operational savings. The reliability of temperature control ensures product integrity, minimizing spoilage and waste while maintaining quality standards. This dependability translates into improved operational efficiency and confidence for businesses where temperature consistency is critical, making it a trusted choice for professionals who prioritize product safety and consistent performance in their daily operations. Key Features: - Maintains consistent ultra-low temperatures with precision control systems - Two door design provides organized storage and reduces cold air loss - Constructed with high-quality, durable materials for long-term reliability - Energy-efficient compressor system reduces operational costs significantly - Digital temperature display and intuitive controls for easy monitoring Benefits: - Ensures product integrity and quality preservation through stable temperature maintenance - Reduces energy consumption and operational expenses with efficient cooling technology - Provides reliable performance in demanding industrial and commercial environments - Minimizes product loss and waste through consistent temperature control - Offers user-friendly operation with clear monitoring and adjustment capabilities
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial-grade low temperature deep freezer delivers consistent ultra-cold storage performance for critical applications across multiple sectors. Its reliable temperature maintenance ensures sensitive materials remain preserved at optimal sub-zero conditions, protecting integrity and quality throughout extended storage periods while minimizing energy consumption and operational costs for businesses requiring dependable cold storage solutions. The unit's robust construction and advanced temperature management system make it ideal for demanding environments where temperature stability cannot be compromised. From pharmaceutical storage to food processing facilities, this freezer provides unmatched reliability for operations that depend on maintaining precise temperature conditions for product safety, quality preservation, and regulatory compliance across various industrial and commercial settings. - Storing vaccines, pharmaceuticals, and medical supplies in healthcare facilities and hospitals - Preserving biological samples, research materials, and laboratory specimens in scientific institutions - Freezing and storing seafood, meat, and processed foods in food processing plants and commercial kitchens - Maintaining frozen inventory for supermarkets, retail stores, and distribution centers - Safeguarding chemicals, reagents, and temperature-sensitive industrial materials in manufacturing facilities
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Abdul Refrigeration Centre, New Delhi
 New Delhi, India
New Delhi, India
Food & Agriculture•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Low Temperature Deep Freezer For Medical And Food Storage
Industrial two door low temperature deep freezer provides reliable ultra-cold storage for medical supplies, food preservation, and research materials with precise temperature control and durable construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Abdul Refrigeration Centre New Delhi, India
New Delhi, India
Food & AgricultureManufacturer