₹
Apparel & Fashion
Loading subcategories...
View More
Description
VINTECH VPJB Pulsejet Bag Filters represent the pinnacle of industrial dust collection technology, engineered specifically for rigorous applications requiring superior air quality ...
VINTECH VPJB Pulsejet Bag Filters represent the pinnacle of industrial dust collection technology, engineered specifically for rigorous applications requiring superior air quality control. These high-efficiency filtration systems capture dry, fine dust particles as small as 0.5 microns, ensuring exceptional air purification while safeguarding both machinery and personnel. The robust construction and intelligent engineering make them perfectly suited for continuous operation across diverse industrial sectors, featuring fully automatic compressed air cleaning with sequential timer systems that maintain peak performance without requiring manual intervention or production stoppages. These advanced filtration systems serve critical roles across multiple industries including cement manufacturing, pharmaceutical production, metal processing, food handling, and power generation. In cement plants, they effectively control kiln and grinding dust emissions, while pharmaceutical facilities rely on them for maintaining strict cleanroom compliance standards. Metalworking operations utilize them to capture hazardous welding fumes, food processing plants depend on them for preventing combustible dust accumulation, and power generation facilities employ them for filtering boiler emissions, demonstrating remarkable versatility across temperature extremes up to 200°C with specialized bag materials. VINTECH engineers these pulsejet bag filters with an unwavering focus on reliability, operational efficiency, and long-term performance. The compact yet powerful design maximizes space utilization while delivering superior cleaning performance, and complete systems include essential accessories like rotary air locks with geared motors, support structures, platforms, and ladders for immediate deployment. This comprehensive approach significantly reduces maintenance requirements, enhances workplace safety, ensures continuous operation capability, provides reliable performance under demanding conditions, and guarantees compliance with stringent industrial air quality regulations. Key Features: - Captures fine dust particles as small as 0.5 microns - Fully automatic cleaning system using compressed air - Sequential timer for optimized cleaning cycles - Compact design with high cleaning efficiency - Operating temperature up to 200°C with special bag materials Benefits: - Reduces maintenance requirements and operational costs - Enhances workplace safety and air quality - Ensures continuous operation without production interruptions - Provides reliable performance in demanding conditions - Guarantees compliance with industrial air quality standards
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
VINTECH VPJB Pulsejet Bag Filters excel in demanding industrial environments where superior air quality and equipment protection are essential. These robust systems efficiently handle high-volume airflows containing dry, fine dust, making them indispensable for manufacturing and processing facilities that prioritize clean operations and regulatory compliance. Their durable construction ensures consistent performance even under the most challenging industrial conditions. The fully automatic compressed air cleaning system with sequential timer enables uninterrupted production cycles without manual intervention. This advanced cleaning mechanism maintains optimal filtration efficiency throughout continuous operations, protecting both machinery and workforce while ensuring operational continuity and safety standards are consistently met across various industrial settings. - Cement manufacturing plants for kiln and grinding dust control - Pharmaceutical production facilities ensuring cleanroom compliance - Metalworking and welding operations capturing hazardous fumes - Food processing and grain handling facilities preventing combustible dust - Power generation plants filtering boiler and combustion emissions
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vintech Aircontrol Engineers & Consultants, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
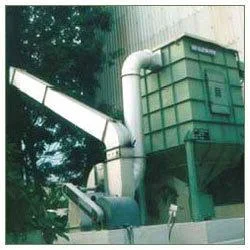
Industrial Pulsejet Bag Filters For Fine Dust Control 0.5 Microns
VINTECH VPJB Pulsejet Bag Filters capture fine dust particles down to 0.5 microns with fully automatic compressed air cleaning for continuous industrial operations requiring minimal maintenance and reliable dust control.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vintech Aircontrol Engineers & Consultants Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer



