undefined
Description
For over twenty years, we have established ourselves as a trusted supplier of high-performance industrial boiler fans, building a solid reputation for reliability and technical exp...
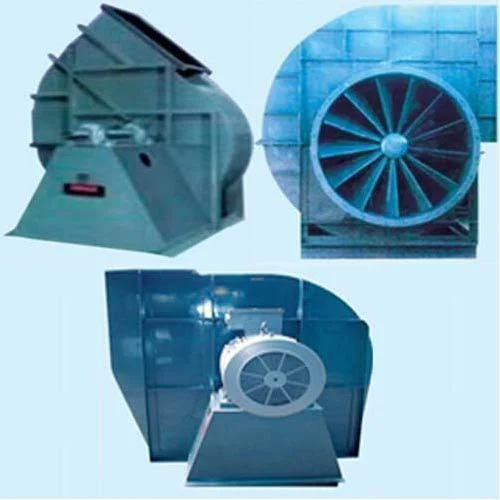
For over twenty years, we have established ourselves as a trusted supplier of high-performance industrial boiler fans, building a solid reputation for reliability and technical expertise. Our comprehensive product range includes Induced Draft, Forced Draft, and Primary Air fans specifically engineered for Fluidized Bed Combustion boiler systems. These essential components ensure optimal combustion efficiency, precise airflow management, and safe operation of industrial boilers ranging from 1t to 25t capacity. Each fan is manufactured with construction materials selected to withstand erosion and corrosion challenges while maintaining consistent performance under demanding industrial conditions. Our boiler fans serve critical functions across multiple industries where steam generation and thermal energy are fundamental to operational processes. The power generation sector depends on our ID fans for efficient flue gas extraction and FD fans for combustion air supply in coal-fired and biomass plants. Process industries including chemical manufacturing, petroleum refining, and textile production utilize our fans in their steam generation systems for reliable process heating. Food processing facilities, pharmaceutical manufacturers, and large-scale commercial heating installations rely on our PA fans for accurate fuel conveyance and combustion control in FBC boiler applications, ensuring operational consistency and compliance with industry standards. The business value of our boiler fans lies in their exceptional reliability, reduced maintenance requirements, and extended service life even under challenging operating conditions. We engineer each fan with heavy-duty impellers, premium-grade materials, and robust construction that minimizes operational downtime and extends equipment lifespan. Our technical capabilities address specific customer requirements regarding temperature handling, pressure ranges, and drive configurations. With two decades of industry experience and nationwide supply credentials, we provide comprehensive technical support and after-sales service that ensures clients receive complete solutions for their boiler air system requirements. Key Features: - Heavy-duty impellers designed for erosion resistance with optional hard facing - Multiple drive configuration options including belt drive and direct coupling - Operating temperature capability up to 280 degrees Celsius with heat protection - Durable construction using MS materials, EN-8 shafts, and roller bearings - Engineered designs for specific fuel types and capacity requirements Benefits: - Enhanced operational reliability with reduced maintenance requirements - Extended equipment service life under demanding industrial conditions - Improved combustion efficiency and precise airflow control - Reduced operational downtime through robust construction - Consistent performance across various fuel types and operating conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial boiler fans are engineered components that ensure optimal combustion efficiency and safe operation in heating and power generation systems. These fans handle various fuel types and operating conditions, delivering consistent airflow and pressure control for diverse boiler configurations across multiple industrial sectors with reliable performance in demanding environments. These specialized fans perform critical functions in forced draft systems for combustion air supply, induced draft systems for flue gas removal, and primary air systems for fuel conveyance in fluidized bed combustion boilers. Their robust construction and design adaptability make them suitable for harsh conditions involving high temperatures, abrasive particles, and corrosive elements commonly encountered in industrial operations requiring dependable boiler performance. - Power generation facilities using coal, biomass, or waste-to-energy systems requiring reliable combustion air and flue gas management - Industrial processing plants including chemical manufacturing and refineries utilizing steam boilers for process heating operations - Textile manufacturing and dyeing facilities employing boiler systems for steam generation in production processes - Food processing and pharmaceutical production requiring precise temperature control through steam-based heating systems - Large-scale commercial and institutional heating projects in campuses and hospitals using industrial boiler applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vintech Aircontrol Engineers & Consultants, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Boiler Fans ID FD PA For FBC Systems 1t To 25t Capacity
Industrial Boiler Fans ID FD PA for FBC Systems from 1t to 25t capacity deliver reliable combustion air supply, flue gas extraction, and fuel conveyance with superior performance and durability for industrial applications nationwide.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vintech Aircontrol Engineers & Consultants Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer