₹
Apparel & Fashion
Loading subcategories...
View More

Description
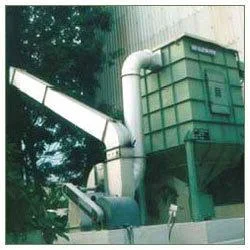
The VINTECH VHEC Cyclone Dust Collector provides superior industrial dust collection by effectively separating dry, non-sticky granular and coarse particles from air or gas streams...
The VINTECH VHEC Cyclone Dust Collector provides superior industrial dust collection by effectively separating dry, non-sticky granular and coarse particles from air or gas streams using advanced centrifugal separation technology. These heavy-duty systems operate reliably in demanding industrial environments, handling extreme temperatures up to 350°C while maintaining consistent airflow and optimal pressure conditions. Designed for industrial operators and facility managers, they offer reliable performance with capacities ranging from 1000 to 20,000 M3/Hour to meet precise operational requirements across diverse industrial settings requiring efficient air filtration. The system's robust construction ensures long-term durability and consistent performance in challenging conditions where reliable dust control is essential for maintaining production efficiency and workplace safety standards. These high-performance cyclone collectors serve critical roles across multiple industries including woodworking, plastic processing, metal fabrication, food processing, and mineral handling operations. In woodworking facilities and furniture plants, they effectively capture sawdust, wood chips, and finishing particles. Plastic manufacturing plants utilize them for comprehensive granule and pellet collection, while metalworking operations benefit from their robust handling of grinding dust and metal shavings. Food processing facilities rely on them for grain, flour, and powder dust control, ensuring compliance with industry safety standards and environmental regulations for air quality management in production environments. The system's versatility makes it suitable for various industrial applications where dry particulate matter needs to be efficiently removed from air streams to maintain clean working conditions and protect downstream equipment. The business value of VINTECH Cyclone Collectors lies in their exceptional reliability, operational efficiency, and long-term cost savings that deliver significant return on investment. These systems reduce maintenance costs through minimal moving parts and lower energy consumption compared to alternative dust collection methods. Their heavy-duty construction ensures extended service life and consistent performance under extreme conditions, while the capacity range allows businesses to select solutions matching specific operational needs. This approach maximizes productivity, ensures regulatory compliance, and provides substantial cost savings through reduced downtime and maintenance requirements over the system's lifespan. The collector's efficient operation translates to improved air quality, enhanced worker safety, and better protection of sensitive equipment from particulate contamination, contributing to overall operational excellence and sustainable facility management. Key Features: - Handles temperatures up to 350°C for extreme industrial environments - Capacity range from 1000 to 20,000 M3/Hour for various operational needs - Advanced centrifugal separation technology for efficient dust removal - Robust construction designed for heavy-duty industrial applications - Minimal moving parts for reduced maintenance requirements Benefits: - Reduced maintenance costs through simplified operation and durable construction - Lower energy consumption compared to alternative dust collection systems - Extended service life with consistent performance in demanding conditions - Improved air quality and compliance with safety regulations - Cost-effective operation with minimal downtime and operational interruptions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The VINTECH VHEC Cyclone Dust Collector is engineered for high-efficiency separation of dry, coarse particulate matter from industrial air streams. It serves as a robust primary dust collector or pre-filter solution, delivering consistent performance in demanding environments with minimal maintenance requirements. This system ensures reliable air filtration for facilities that prioritize operational efficiency and clean air quality standards. Designed for versatile industrial use, this cyclone collector effectively handles various materials including wood dust, plastic granules, metal shavings, and food processing residues. Its durable construction and reliable operation make it suitable for manufacturing plants, processing facilities, and industrial workshops seeking effective dust control solutions that maintain operational safety and environmental compliance across diverse production settings. - Woodworking shops and furniture manufacturing facilities capturing sawdust and wood chips - Plastic manufacturing and processing plants collecting granules, pellets, and plastic dust - Metalworking operations and fabrication shops removing grinding dust and metal shavings - Food processing plants and mills controlling grain, flour, and powder dust - Mineral processing and milling centers managing particulate matter and coarse dust
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vintech Aircontrol Engineers & Consultants, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Cyclone Dust Collector For High Efficiency Air Filtration
VINTECH VHEC Cyclone Dust Collector efficiently removes dry granular and coarse dust from industrial air streams, operating up to 350°C with capacities from 1000 M3/Hour for reliable air filtration across manufacturing and processing facilities.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vintech Aircontrol Engineers & Consultants Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer