undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our high-speed food packing machines are engineered for demanding production environments where reliability, hygiene, and output matter. They combine robust construction with advan...
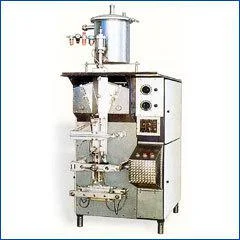
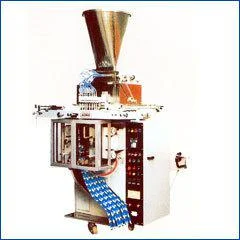
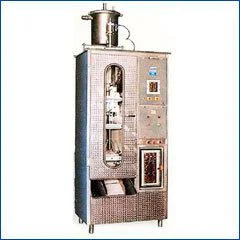
Our high-speed food packing machines are engineered for demanding production environments where reliability, hygiene, and output matter. They combine robust construction with advanced features like automated gas flushing and lubrication systems to ensure consistent operation with minimal downtime. Built to handle continuous use, these machines deliver precise packaging for a wide range of food products, from dry snacks to powders, maintaining product freshness and extending shelf life through superior sealing technology. The design prioritizes easy operation and maintenance, allowing your team to focus on production goals rather than machine complications. These machines serve critical roles across multiple sectors where packaging integrity is paramount. In food processing, they package everything from perishable snacks to shelf-stable ingredients. Pharmaceutical companies use them for contamination-sensitive products, while agricultural and dairy producers rely on them for powders and granules. The common thread is the need for a machine that adapts to different product types, packaging materials, and production volumes without sacrificing speed or hygiene standards, making it a versatile core component of modern industrial lines. Investing in this equipment translates directly to business value through increased throughput, reduced waste, and lower labor costs. The durable construction and intelligent features minimize maintenance needs and unexpected breakdowns, protecting your production schedule. You gain a reliable partner that scales with your growth, handles market demands for different packaging styles, and ensures your products reach customers in perfect condition. This reliability builds your reputation for quality and efficiency, providing a tangible competitive edge in fast-moving markets. Key Features: - High-speed operation for maximum production output and efficiency - Durable construction with hygienic design for food-grade environments - Gas flushing system to preserve freshness and extend product shelf life - Automated lubrication pump for reduced maintenance and consistent performance - Variable speed controls and vibration systems for precise product handling Benefits: - Increases production line speed and overall operational throughput significantly - Ensures product hygiene and safety with contamination-resistant design - Reduces manual labor requirements and associated operational costs - Minimizes downtime through reliable performance and easy maintenance - Provides versatile packaging solutions for diverse food product types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These precision-engineered food packing machines automate and accelerate packaging operations for various food products. They ensure consistent sealing, accurate weight control, and maintain strict hygiene standards, directly replacing manual labor to boost production line speed and reliability while reducing operational costs and human error. Designed for integration into existing setups, these robust machines support multiple packaging formats and materials. Their versatility makes them suitable for industries beyond food, including pharmaceuticals and agriculture, where product integrity, contamination prevention, and high-volume throughput are non-negotiable requirements for successful business operations. - Packaging snacks, chips, and ready-to-eat meals in flexible pouches - Sealing confectionery, baked goods, and chocolate with precise portion control - Packing powders and granules like spices, instant mixes, and protein powders - Handling dairy products such as milk powder, cheese powders, and whey protein - Packaging agricultural products including seeds, grains, and dehydrated fruits
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Auro Machines Private Limited, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Food Packing Machines High Speed Durable Hygienic Packaging
High-speed durable food packing machines deliver hygienic packaging with gas flushing and automated lubrication for reliable food industry production lines requiring efficiency and consistent output.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Auro Machines Private Limited Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer