undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial wrapping machines are engineered for reliability and efficiency in liquid food packaging applications. These robust systems combine mechanical and electronic options to ...
Industrial wrapping machines are engineered for reliability and efficiency in liquid food packaging applications. These robust systems combine mechanical and electronic options to meet diverse packaging requirements while ensuring consistent performance in demanding industrial settings. Designed for seamless integration into production lines, they streamline wrapping processes while minimizing operational interruptions. The machines deliver precise, secure packaging that maintains product integrity from production to distribution, making them a preferred choice for businesses seeking dependable packaging solutions. These wrapping machines serve multiple industries including food and beverage for packaging juices, sauces, and dairy products; pharmaceuticals for securing medicines and healthcare items; cosmetics for lotions and shampoos; chemicals for safe container wrapping; and logistics for pallet stabilization. Their adaptability makes them suitable for both small-scale operations and high-volume production facilities. The machines provide leak-proof seals and tamper-evident packaging that meet industry standards and regulatory requirements, ensuring compliance across different market segments and applications. The business value of industrial wrapping machines lies in their ability to reduce material waste, lower operational costs, and enhance product protection through automation. Their durable construction and minimal maintenance requirements ensure long-term reliability, reducing total cost of ownership and maximizing return on investment. By improving packaging consistency and production speed, these machines help businesses meet market demands, enhance brand reputation, and achieve operational excellence. Trusted by global buyers, they provide competitive advantages through efficiency, precision, and unwavering performance in critical packaging applications. Key Features: - Mechanical and electronic system options for operational flexibility - Secure packaging design specifically for liquid food products - High-speed operation capabilities for increased production output - Durable industrial construction for demanding environments - Customizable settings for various product sizes and materials Benefits: - Enhanced production efficiency through automated packaging processes - Reduced product loss with leak-proof and tamper-evident seals - Lower operational costs with minimal maintenance requirements - Improved product shelf life and protection during transportation - Adaptable to different production volumes and packaging requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial wrapping machines deliver high-speed, precise packaging for liquid food products, pharmaceuticals, and cosmetics. They ensure leak-proof seals, extend product shelf life, and enhance production efficiency while reducing manual labor. Suitable for both small-scale operations and large-volume production, these machines handle demanding environments with consistent reliability. Engineered for minimal downtime and maintenance, these wrapping machines handle liquid pouches, sachets, bottles, and bulk pallet wrapping. They provide secure, tamper-evident packaging with high output capacity, making them ideal for importers and distributors seeking automation and cost reduction across multiple industries. - Packaging liquid food products like juices, sauces, and dairy in pouches and bottles - Securing pharmaceutical products in sachets and blister packs with tamper-evident seals - Wrapping cosmetic items including creams, lotions, and shampoos in leak-proof containers - Stabilizing chemical containers and drums during storage and transportation - Pallet wrapping and bundling in logistics to protect goods during shipping
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Auro Machines Private Limited, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
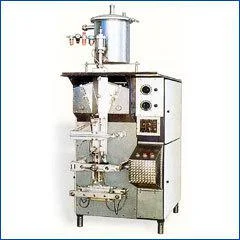
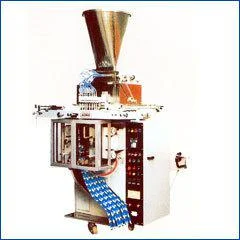
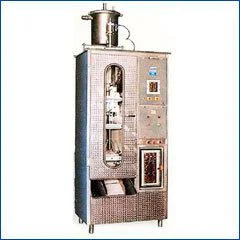
Industrial Wrapping Machines For Liquid Food Packaging
Industrial wrapping machines provide secure liquid food packaging with mechanical or electronic systems. These durable machines deliver reliable performance for demanding production environments, trusted globally for efficiency and precision.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Auro Machines Private Limited Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer