₹
Apparel & Fashion
Loading subcategories...
View More

Description
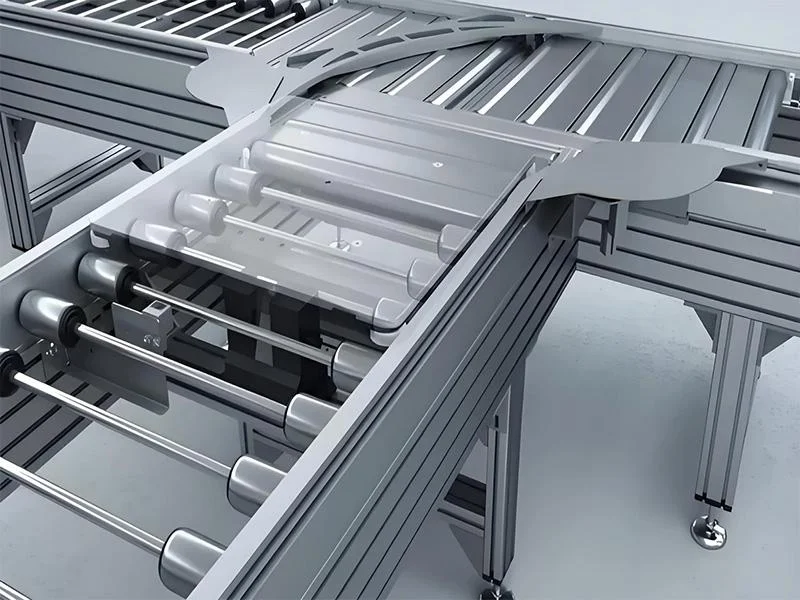
The LP/B Servo Pallet Lifter represents advanced material handling technology designed for automated conveyor systems requiring precise vertical movement. This high-precision lifti...
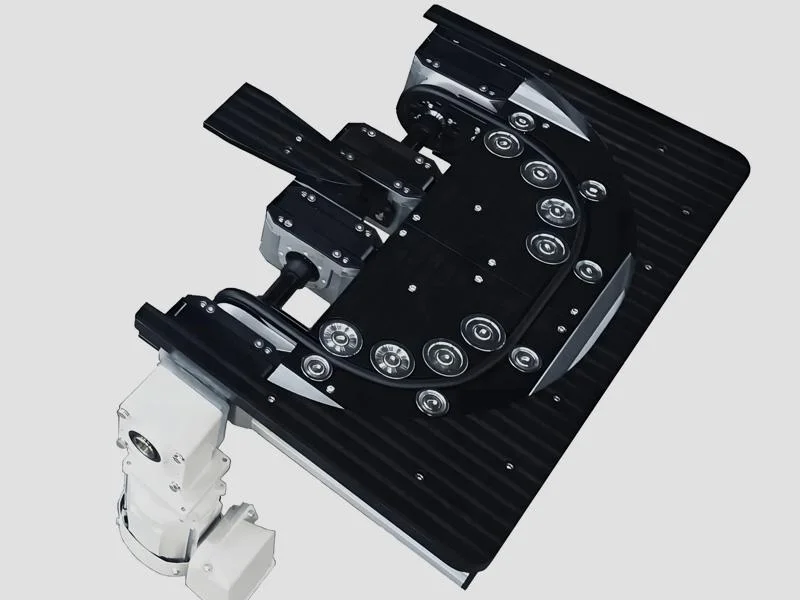
The LP/B Servo Pallet Lifter represents advanced material handling technology designed for automated conveyor systems requiring precise vertical movement. This high-precision lifting unit features servo motor drive technology that delivers exceptional accuracy and repeatability in motion control. Engineered to handle continuous loads up to 30KG, the lifter maintains smooth operations even in demanding industrial environments. With customizable stroke options and multiple pallet width configurations from 160mm to 800mm, this equipment adapts to specific operational requirements while ensuring consistent performance. The integration of both servo and stepper motor drives provides optimal control for both lifting and transfer functions, making it an ideal solution for businesses seeking to enhance their material handling efficiency and reliability. This versatile pallet lifter serves critical functions across multiple industrial sectors including manufacturing, logistics, automotive, and electronics. In warehouse and distribution environments, it facilitates efficient vertical movement of pallets within automated storage systems, optimizing space utilization and retrieval times. Manufacturing plants benefit from its precise transfer capabilities between different production stages, ensuring seamless workflow integration and reduced handling times. The automotive sector relies on its clean and accurate lifting for assembly lines where precision is paramount, while electronics manufacturers appreciate its smooth operation for handling sensitive components without risk of damage. Logistics companies utilize it for elevating pallets to mezzanine levels or connecting different conveyor systems, enhancing overall material flow and operational throughput across facilities. The LP/B Servo Pallet Lifter delivers significant business value through improved operational efficiency, reduced downtime, and lower maintenance costs. Its reliable performance ensures consistent operation even in high-volume environments, minimizing disruptions to production schedules and delivery timelines. The unit's robust construction and modular design allow for quick installation and easy maintenance access, reducing labor costs and service interruptions. With energy-efficient operation powered by AC220V servo motor input and 48VDC transfer drive, it offers long-term cost savings while maintaining high performance standards. Businesses investing in this lifter gain a competitive edge through enhanced material handling capabilities, increased throughput of up to 18m/min nominal speed, and improved workplace safety through controlled, predictable movements, making it a smart investment for sustainable operational growth. Key Features: - Servo motor drive delivering precise, repeatable motion control with 500mm/s lifting speed - Multiple pallet width options from 160mm to 800mm to accommodate various operational requirements - Robust construction designed for continuous 30KG loads in demanding industrial environments - Stepper motor transfer drive with multiple nominal speed options from 6 to 18m/min - Customizable stroke configuration to match specific conveyor system requirements Benefits: - Enhanced operational efficiency through precise, automated pallet handling and positioning - Reduced maintenance requirements and downtime with reliable servo motor technology - Flexible integration with existing conveyor systems through customizable dimensions - Improved workplace safety with controlled, predictable lifting and transfer motions - Long-term cost savings through energy-efficient operation and durable construction
Specifications
| Attribute | Value |
|---|---|
| Pallet width in transport direction /mm | 160, 240, 320, 400, 480, 640, 800 (160≤Bwt≤800) |
| Pallet length in transport direction /mm | 160, 240, 320, 400, 480, 640, 800 (160≤Bwt≤800) |
| Allowed max.Loading /KG | 30 |
| Stroke | Customized |
| Lifting drive | Servo motor |
| Lifting speed | 500mm/s |
| Servo motor input | AC220V |
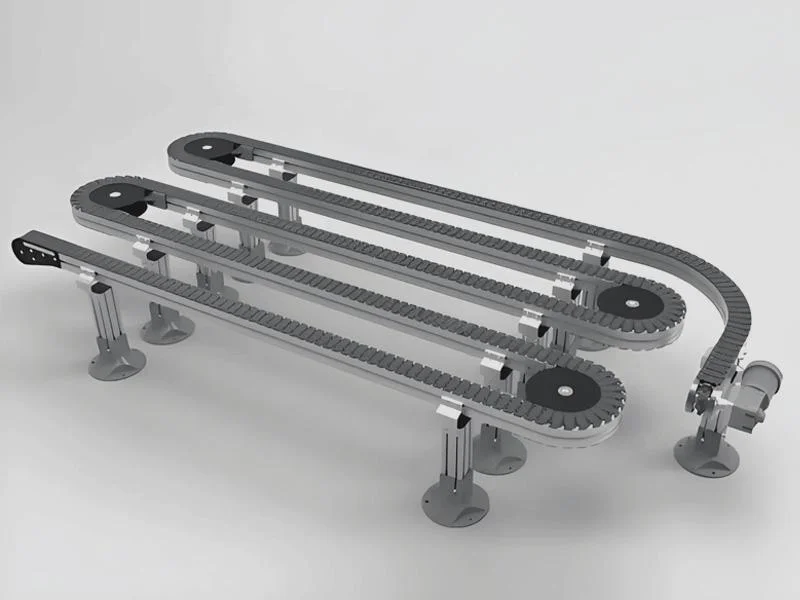
| Transfer drive | Stepper motor |
| Nominal speed /(m/min) | 6, 9, 12, 15, 18 |
| Input Voltage | 48VDC/3.8A |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
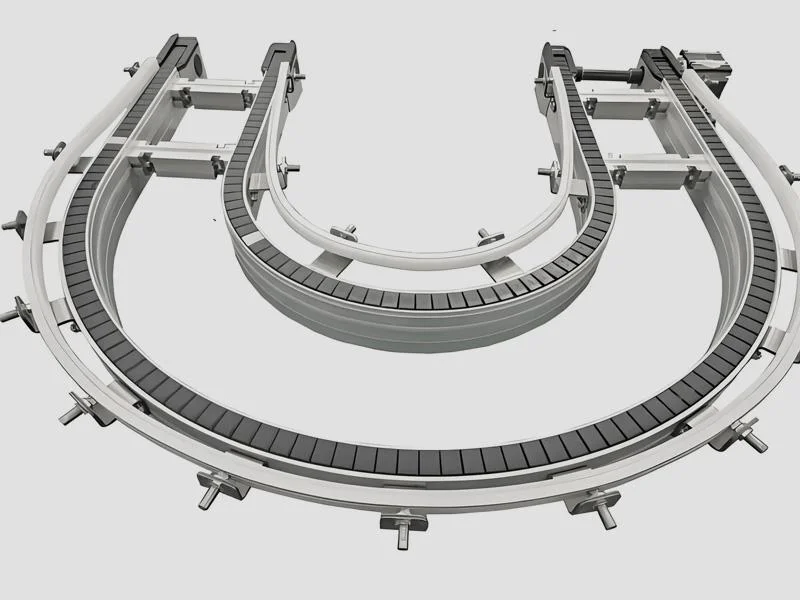
The LP/B Servo Pallet Lifter integrates seamlessly into automated conveyor systems, providing precise vertical movement for pallets in demanding industrial environments. Its servo motor ensures accurate positioning and smooth operation, making it suitable for high-throughput applications where reliability and consistency are critical. This lifter handles continuous loads with minimal maintenance, reducing downtime and enhancing workflow efficiency in modern facilities. With customizable pallet width options ranging from 160mm to 800mm, this unit adapts to various operational needs across industries. It supports maximum loading capacities tailored to specific requirements, ensuring compatibility with diverse pallet sizes and weights. The lifter's robust design and advanced motion control make it a trusted solution for automated storage, production lines, and logistics operations worldwide. - Automated Storage and Retrieval Systems (AS/RS) for moving pallets between different levels in high-density racking systems - Production and assembly lines where vertical transfer of workpieces between process stations is required - Packaging and palletizing systems that lift pallets for filling, strapping, wrapping, or unloading operations - Logistics and warehousing facilities elevating pallets for transfer to mezzanine floors or second-level conveyors - Automotive and electronics manufacturing for precise, clean lifting in component assembly and testing lines
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Muveera Engineering Equipments, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Office Supplies & Equipment•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Servo Pallet Lifter LP/B 30KG Load 800mm Width Automated Conveyor
LP/B Servo Pallet Lifter automated conveyor system with 30KG load capacity and 800mm width features servo motor drive for precise lifting, smooth operations, and reliable performance in warehouses and production lines.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Muveera Engineering Equipments
 Tamil Nadu, India
Tamil Nadu, India
Office Supplies & EquipmentManufacturer