undefined

Similar Products




Description
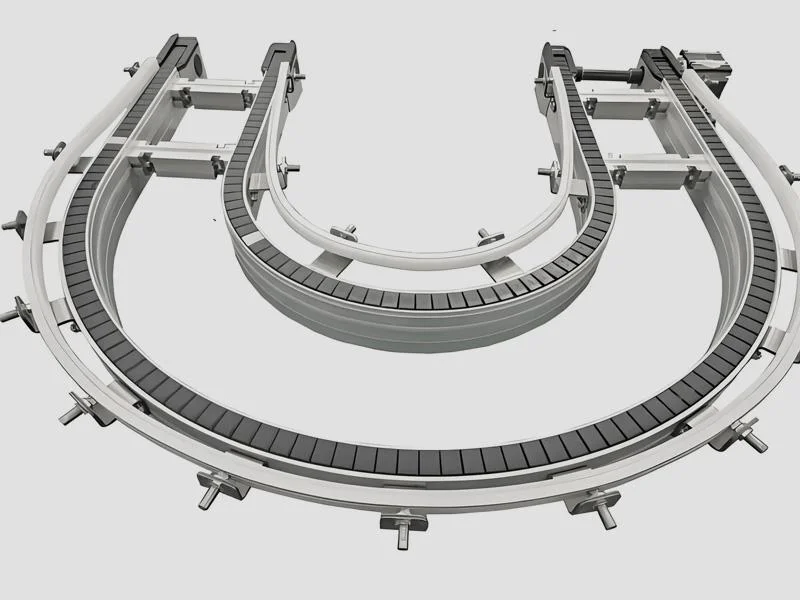
Industrial Jacket Screw Conveyors represent advanced material handling systems specifically designed for operations requiring precise temperature control during transportation. The...
Industrial Jacket Screw Conveyors represent advanced material handling systems specifically designed for operations requiring precise temperature control during transportation. These robust conveyors feature a unique jacketed design that allows heating or cooling fluids to circulate around the conveyor tube, maintaining consistent thermal conditions for sensitive materials. Engineered with premium-grade materials and manufactured to exacting standards, these systems ensure reliable performance in demanding industrial environments. The screw mechanism provides efficient movement of various materials while the temperature control jacket prevents product degradation, making these conveyors indispensable for processes where thermal management directly impacts product quality and operational efficiency. These temperature-controlled conveyors serve critical functions across multiple industrial sectors including food processing, chemical manufacturing, pharmaceuticals, agriculture, and plastics production. In food processing facilities, they maintain ideal temperatures for ingredients like chocolate, fats, and dough that require specific thermal conditions. Chemical plants utilize them for safely moving heated compounds or cooled products through various production stages. Pharmaceutical manufacturers rely on them for handling powders and mixtures that demand strict temperature control to maintain efficacy and stability. Agricultural operations employ them for grain drying and temperature-regulated transport, while plastic manufacturers use them for conveying melted polymers or cooled finished products throughout manufacturing processes. The business value of Industrial Jacket Screw Conveyors lies in their proven reliability, operational efficiency, and consistent performance. These systems significantly reduce product loss by maintaining precise temperatures throughout the handling process, minimize energy consumption through efficient thermal transfer mechanisms, and decrease operational downtime with durable construction designed for continuous use. Their robust engineering ensures long-term operation with minimal maintenance requirements, while their design allows for seamless integration into existing production lines. By implementing these jacketed conveyors, businesses achieve improved product quality, reduced operational costs, and enhanced process efficiency that directly contributes to better bottom-line results and competitive market positioning. Key Features: - Temperature-controlled jacketed design for precise heating or cooling - Premium construction materials ensuring durability and longevity - Efficient screw mechanism for consistent material flow rates - Robust motor system designed for continuous industrial operation - Corrosion-resistant components for extended service life Benefits: - Maintains product quality through precise temperature control - Reduces operational costs with energy-efficient performance - Minimizes product loss and waste during transportation - Ensures reliable operation with minimal maintenance requirements - Enhances process efficiency across multiple industrial applications
Specifications
| Key Attributes | |
|---|---|
| Brand Name | |
| Type | |
| Model Number | |
| Place of Origin | |
| Material | |
| Power Source | |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
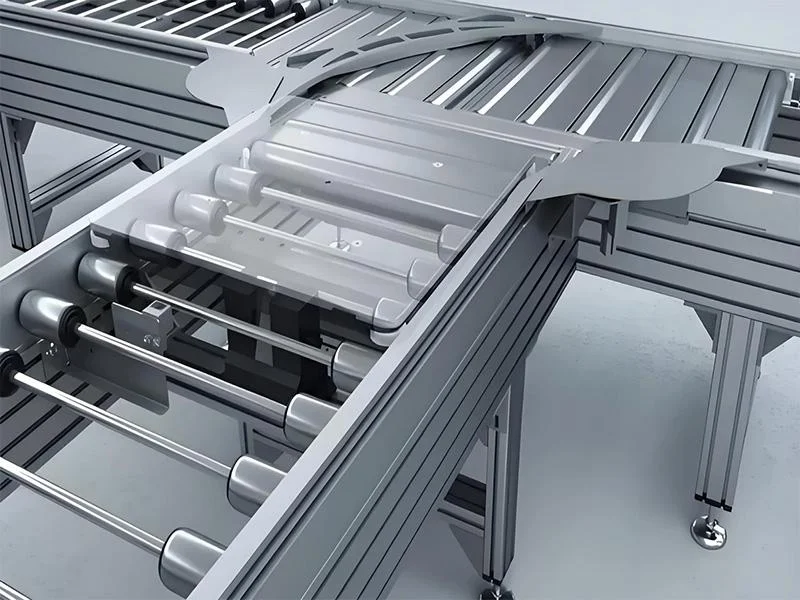
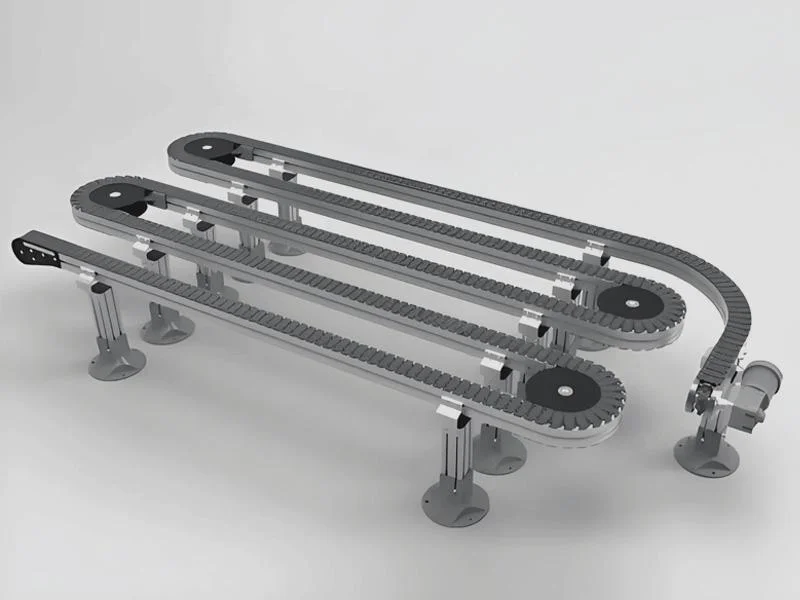
Jacket Screw Conveyors are engineered for industries requiring precise thermal management during material transport. The jacketed design circulates heating or cooling fluids around the conveyor, maintaining optimal temperatures for sensitive products. This technology ensures consistent thermal conditions critical for materials that degrade or change properties with temperature fluctuations, providing reliable performance in demanding industrial environments. These versatile conveyors handle bulk solids, powders, and semi-solid materials across various sectors. The screw mechanism ensures steady material flow while the temperature control jacket prevents product damage. Suitable for heating, cooling, drying, and mixing applications, these systems maintain product integrity throughout the transportation process, making them essential for quality-conscious operations that require thermal regulation. - Food processing facilities for temperature-sensitive ingredients like chocolate and fats - Chemical plants for moving heated compounds and cooled products safely - Pharmaceutical production lines handling thermal-sensitive powders and mixtures - Agricultural operations for grain drying and temperature-controlled transport - Plastic manufacturing for conveying melted polymers and cooled materials
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Comet Engineers, Maharashtra Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Jacket Screw Conveyors For Temperature Control Material Handling
Industrial Jacket Screw Conveyors provide efficient temperature-controlled material handling for food processing, chemicals, and pharmaceuticals with reliable performance and premium construction materials.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Comet Engineers
 Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer







