undefined

Similar Products




Description
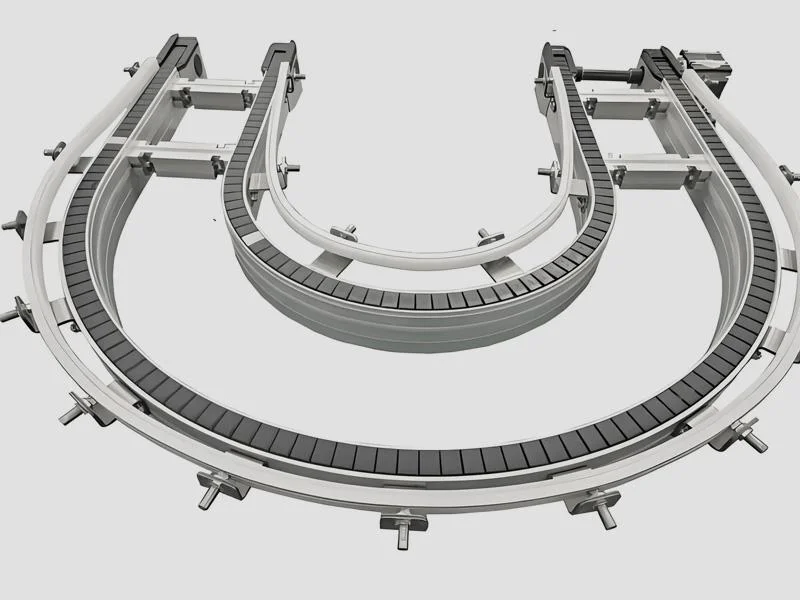
Our flared screw conveyors represent advanced material handling technology engineered specifically for the apparel and textile industries. These precision-built systems feature fla...
Our flared screw conveyors represent advanced material handling technology engineered specifically for the apparel and textile industries. These precision-built systems feature flared trough construction that increases capacity while preventing material spillage during operation. Designed for continuous industrial use, they handle various textiles, fabrics, and production materials with consistent reliability. The conveyors maintain optimal performance in demanding manufacturing environments, ensuring uninterrupted material flow throughout production cycles. Their durable construction and thoughtful engineering make them ideal for facilities requiring efficient, clean, and reliable material transportation solutions. These industrial screw conveyors serve critical functions across multiple apparel and textile manufacturing sectors. They excel in textile processing plants moving raw materials between production stages and handling fabric waste efficiently. Garment manufacturing facilities utilize them for transporting materials through cutting, sewing, and assembly processes. Fashion accessory producers rely on them for moving components through manufacturing lines, while footwear factories integrate them into material handling systems. Their adaptability allows seamless integration with existing production equipment, providing coordinated material movement from initial processing through final product stages. The business value of our flared screw conveyors extends beyond basic material transportation to deliver significant operational advantages. These systems enhance production efficiency by reducing manual handling requirements and minimizing material loss during transfer. Their robust construction ensures long-term reliability, reducing maintenance costs and production downtime. The equipment supports operational scalability by accommodating varying production volumes and material types. With features designed for easy maintenance and operational simplicity, these conveyors provide sustainable value while supporting business growth objectives through improved productivity and reduced operational costs. Key Features: - Flared trough construction for increased capacity and spillage prevention - Heavy-duty bearings and motors ensuring reliable continuous operation - Abrasion-resistant materials providing extended service life - Multiple configurations including through, inclined, and tubular designs - Jacket screw conveyor option for temperature-sensitive applications Benefits: - Enhanced material handling efficiency with reduced spillage and waste - Reliable performance in demanding industrial environments - Long-lasting durability minimizing replacement and maintenance costs - Flexible installation options adapting to various facility layouts - Consistent material flow supporting uninterrupted production operations
Specifications
| Key Attributes | |
|---|---|
| Brand Name | |
| Model Number | |
| Material | |
| Place of Origin | |
| Feature | |
| Usage | |
| Power Source | |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
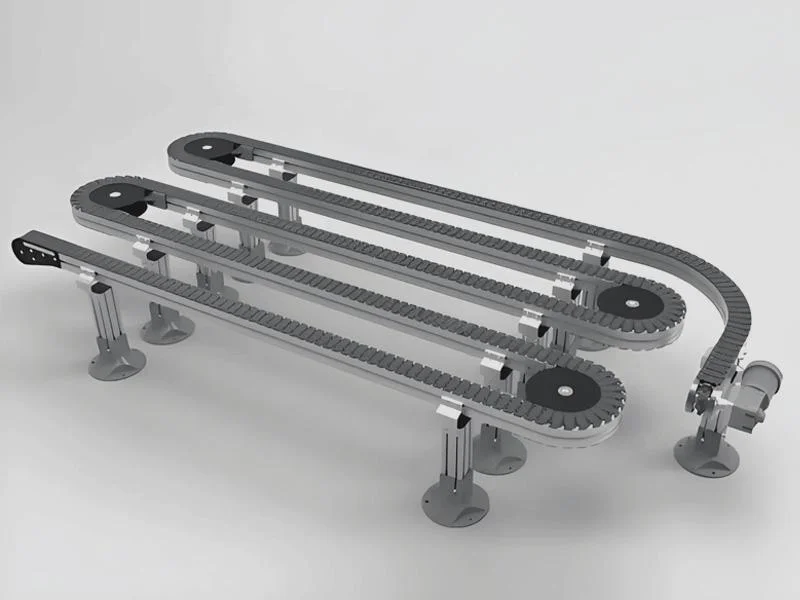
Flared screw conveyors provide efficient material handling solutions specifically designed for apparel and textile manufacturing environments. Their versatile construction handles various materials including fabric scraps, raw textiles, and production waste with consistent reliability. The flared trough design prevents spillage while maintaining smooth material flow throughout production facilities. These conveyors adapt to diverse operational layouts with horizontal, inclined, or vertical configurations that optimize space utilization. Engineered for demanding industrial applications, they ensure continuous operation in textile processing, garment manufacturing, and fashion production settings. Their robust construction withstands rigorous daily use while maintaining performance consistency across different material types. - Textile manufacturing plants for moving fabric scraps and production waste - Garment factories handling raw materials between cutting and assembly stations - Fashion accessory production lines transporting components and finished items - Apparel dyeing facilities managing wet fabrics and chemical additives - Footwear manufacturing units moving materials through processing stages
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Comet Engineers, Maharashtra Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Apparel Industry Flared Screw Conveyors For Material Handling
Premium flared screw conveyors for apparel industry material handling deliver reliable performance in textile manufacturing, garment production, and fashion accessory operations with durable through, inclined, tubular, and jacket designs.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Comet Engineers
 Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer







