₹
Apparel & Fashion
Loading subcategories...
View More
Description
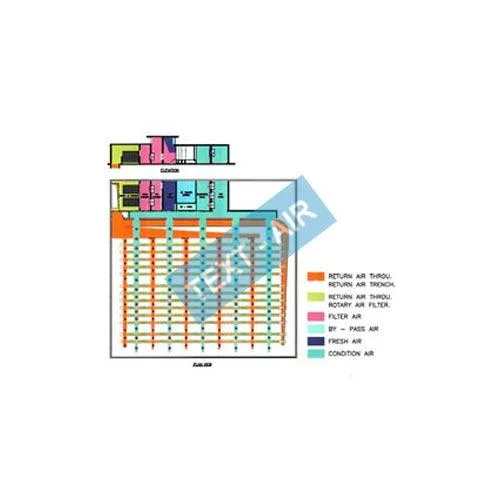
Our industrial humidifiers are precision-engineered for demanding commercial and industrial environments where humidity control is critical. Utilizing advanced rapid evaporation te...
Our industrial humidifiers are precision-engineered for demanding commercial and industrial environments where humidity control is critical. Utilizing advanced rapid evaporation technology, these systems generate an ultra-fine fog that evaporates instantly upon contact with air streams. This ensures maximum absorption efficiency and uniform humidity distribution without residual moisture or surface wetting. Manufactured from high-quality, corrosion-resistant materials, each unit delivers consistent performance and long-term reliability, standing up to the most challenging operational conditions while maintaining precise moisture control. These humidification systems serve vital roles across multiple industries. In manufacturing facilities, they protect sensitive equipment from static discharge and maintain material integrity. Textile operations rely on them to prevent yarn breakage and ensure consistent fabric quality during production. Commercial buildings integrate them with HVAC systems to improve indoor air quality and occupant comfort. Large warehouses and storage facilities use them to preserve inventory quality, while precision machining shops depend on consistent humidity to maintain machining accuracy and protect electronic components from environmental damage. The business value of our humidifiers lies in their proven reliability and operational efficiency. By delivering precise, automated humidity control, they directly protect your capital investments in machinery and inventory, significantly reducing costly downtime and product spoilage. Their robust construction using premium materials ensures long service life with minimal maintenance requirements, delivering exceptional return on investment. Every system undergoes rigorous testing for performance, durability, and operational reliability before delivery, ensuring it meets the highest quality standards. As a trusted manufacturer, we provide dependable solutions that safeguard your processes and enhance productivity. Key Features: - Rapid evaporation technology ensures instant moisture absorption without wetting surfaces. - Durable construction using industrial-grade, corrosion-resistant materials for longevity. - Precision engineering delivers consistent humidity control across large spaces. - Seamless integration capability with existing HVAC and climate control systems. - Rigorous testing protocols verify performance, reliability, and operational safety. Benefits: - Protects sensitive equipment and machinery from static electricity damage. - Maintains product quality and material integrity in manufacturing processes. - Reduces operational downtime and maintenance costs through reliable performance. - Enhances environmental comfort and air quality in commercial spaces. - Delivers long-term value with energy-efficient operation and minimal maintenance needs.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial humidifiers are engineered for environments demanding exact moisture management. The rapid evaporation technology ensures immediate absorption into the air stream, providing uniform humidity without wetting surfaces or equipment. This precise control is essential for protecting materials and maintaining optimal operational conditions in various industrial settings. Built for continuous duty in demanding facilities, these systems feature robust industrial-grade components. They are designed to integrate seamlessly with existing HVAC and climate control infrastructure, offering consistent performance that safeguards processes and product integrity across diverse applications from production floors to storage areas. - Maintaining precise humidity levels in textile manufacturing to prevent fiber brittleness and breakage. - Integrating with commercial HVAC systems to enhance air quality and environmental comfort. - Controlling atmospheric conditions in large production halls to protect sensitive machinery. - Preventing static electricity buildup in electronics manufacturing and CNC machining areas. - Preserving agricultural products and materials in storage facilities from dry air degradation.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Manvi Textile Air Engineers Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Home & Lifestyle•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Humidifiers For Manufacturing HVAC Systems With Rapid Evaporation
Industrial humidifiers with rapid evaporation technology deliver precise humidity control for manufacturing, HVAC systems, and textile applications. Built with durable construction for reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Manvi Textile Air Engineers Pvt Ltd Maharashtra, India
Maharashtra, India
Home & LifestyleManufacturer