₹
Apparel & Fashion
Loading subcategories...
View More

Description
The GARG INDIA Laboratory Batch Type Fractional Distillation Unit represents precision engineering for accurate liquid separation processes. This compact system features robust bor...
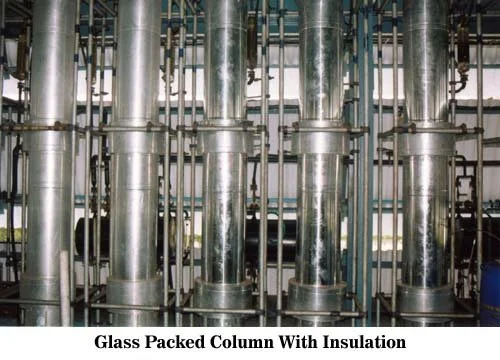
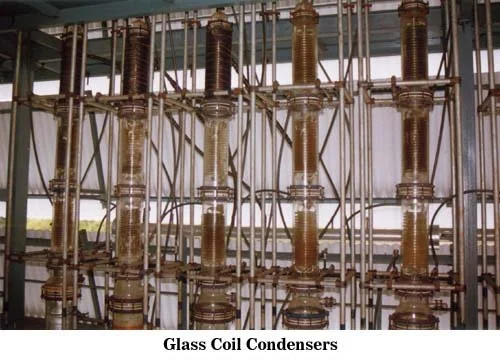
The GARG INDIA Laboratory Batch Type Fractional Distillation Unit represents precision engineering for accurate liquid separation processes. This compact system features robust borosilicate glass construction that ensures exceptional chemical resistance and thermal stability. The unit comprises a reboiler vessel mounted in a heating bath with a packed column above, enabling efficient separation of liquid mixtures based on boiling point differences. Vapors from the top are condensed and can be refluxed as required, while top products are sub-cooled and collected in receivers. The bottom product is efficiently drained from the reboiler through a dedicated drain valve, ensuring complete recovery and minimal waste during operation. This distillation unit serves multiple industries with critical separation requirements. Pharmaceutical companies utilize it for purifying solvents and active pharmaceutical ingredients to meet strict quality standards. Chemical manufacturers employ it for solvent recovery and product purification processes in small to medium batch operations. Research laboratories rely on its precision for experimental work and analytical testing where accurate fractionation is crucial. Essential oil producers use it for extracting and refining volatile compounds while maintaining product integrity. Educational institutions incorporate it into chemistry curricula for practical distillation demonstrations and student training programs. The business value of this fractional distillation unit lies in its proven reliability and operational efficiency. Manufactured in Maharashtra, India, by GARG INDIA, each unit undergoes stringent quality control measures to ensure consistent performance and longevity. The borosilicate glass construction provides exceptional durability against thermal shock and chemical corrosion, reducing maintenance requirements and downtime. The system's compact design saves valuable laboratory space while delivering industrial-grade separation capabilities. This investment translates to reduced operational costs through efficient solvent recovery, improved product purity, and enhanced research capabilities for businesses seeking reliable separation solutions. Key Features: - Borosilicate glass construction for chemical resistance and thermal stability - Available in multiple capacity options including 20L, 50L, 100L, 200L, and 300L - Operates under both atmospheric pressure and full vacuum conditions - Packed column design for efficient separation and fractionation - Complete system including reboiler, condenser, and receiver vessels Benefits: - Exceptional chemical resistance and thermal stability for long-lasting performance - Multiple capacity options to suit various laboratory and production needs - Operational flexibility with both atmospheric and vacuum processing capabilities - Efficient separation and fractionation through optimized packed column design - Complete integrated system ready for immediate installation and use
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This fractional distillation unit delivers precise separation of liquid mixtures in controlled laboratory and pilot plant environments. It serves critical roles in research facilities, quality control departments, and small-scale production units where accurate fractionation is essential. The system efficiently handles various solvents, chemicals, and compounds with different boiling points, ensuring high-purity outcomes for demanding applications. The compact batch design makes this unit ideal for industries requiring precise separation without large-scale industrial equipment. It operates effectively under both atmospheric pressure and full vacuum conditions, providing flexibility for diverse processing needs. Educational institutions, specialty chemical manufacturers, and testing laboratories benefit from its reliable performance and operational versatility across multiple applications. - Pharmaceutical industry for purifying active ingredients and solvents - Essential oil extraction and refinement for aromatherapy products - Petroleum laboratories for crude oil fraction analysis - Chemical manufacturing for solvent recovery processes - Research institutions for experimental work and education
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Laboratory Batch Type Fractional Distillation Unit For Precise Separation
GARG INDIA laboratory batch fractional distillation unit for precise liquid separation. Features borosilicate glass construction, multiple capacity options, and reliable performance for R&D and industrial applications.
Min. Order Quantity: 1 Unit
Price₹9164.5-₹91645.05
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer