undefined
Apparel & Fashion
Loading subcategories...
View More

Description
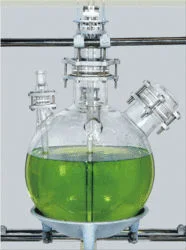
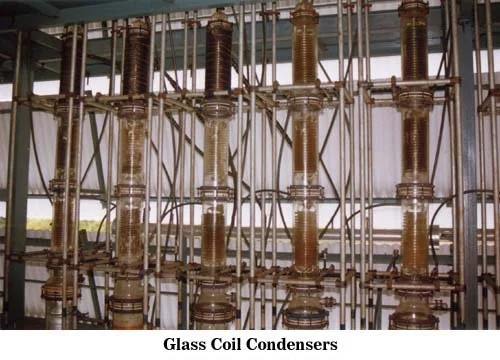
Our Industrial Laboratory Glass Distillation Units represent precision engineering for critical separation processes. Manufactured from premium borosilicate glass 3.3, these system...
Our Industrial Laboratory Glass Distillation Units represent precision engineering for critical separation processes. Manufactured from premium borosilicate glass 3.3, these systems provide exceptional resistance to thermal shock and chemical attack from acids, alkalis, and organic solvents. The complete assemblies include robust couplings, tubular structures, condensers, and receivers designed for leak-free operation under vacuum or pressure. This construction ensures long-term durability in harsh environments while maintaining clarity for visual process monitoring. Available in various standard capacities and configurations, these units deliver reliable performance for distillation, reaction, and extraction workflows where purity and process integrity are non-negotiable. These distillation systems serve as fundamental equipment in industries where separation science dictates product quality and process economics. Pharmaceutical manufacturers rely on them for solvent recovery and purification steps in API production, ensuring regulatory compliance. Chemical processing plants utilize them for batch or continuous separation of azeotropic mixtures and temperature-sensitive compounds. In the natural products sector, they enable efficient extraction of volatile oils without thermal degradation. Research institutions and quality assurance laboratories depend on their reproducibility for method development and analytical testing. Their application extends to petrochemicals, food and beverage, cosmetics, and environmental testing, handling everything from essential oils to high-purity silicon compounds. Investing in these glass distillation units delivers tangible operational advantages through enhanced process efficiency and reduced lifecycle costs. Their chemical-resistant construction minimizes maintenance downtime and replacement frequency compared to conventional glassware. The standardized modular components simplify scaling from laboratory R&D to pilot plants and full production, protecting your capital investment. Manufacturers benefit from consistent output quality, improved yield recovery, and safer operation due to the material's inherent stability. These units are designed to meet the rigorous demands of industrial processing while offering the precision required for laboratory work, making them a versatile and reliable solution for businesses focused on quality and operational excellence. Key Features: - Constructed from high-quality borosilicate glass 3.3 for superior chemical and thermal shock resistance. - Complete modular assemblies including condensers, receivers, adapters, and vacuum fittings for ready-to-use operation. - Compatible with various heating methods and capable of handling both atmospheric and vacuum distillation processes. - Transparent design enables visual monitoring of boiling, reflux, and separation stages throughout the operation. - Available in multiple standard capacities with ground glass joints for secure, leak-resistant connections. Benefits: - Ensures product purity and prevents contamination thanks to chemically inert borosilicate glass construction. - Reduces operational costs through durable design that withstands aggressive chemicals and thermal cycling. - Enhances process control and safety with real-time visual monitoring of distillation parameters. - Offers flexibility with modular components that can be reconfigured for different separation techniques. - Provides reliable, repeatable performance for both small-scale research and larger industrial production batches.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These borosilicate glass distillation units are engineered for demanding separation and purification tasks across multiple sectors. Their inherent chemical inertness and thermal stability make them perfect for handling aggressive solvents, acids, and high-temperature processes without contamination risk. The transparent construction provides unmatched visibility, allowing operators to monitor phase changes, reflux rates, and purity levels in real-time for optimal control and safety. From pilot-scale development to full industrial production, these systems offer reliable scalability. Their modular design accommodates various setups like simple, fractional, or vacuum distillation to meet specific process requirements. This versatility ensures consistent, high-purity outputs whether you're recovering valuable solvents, isolating active compounds, or refining essential products, making them a cornerstone of efficient process engineering. - Purifying active pharmaceutical ingredients (APIs) and recovering high-purity solvents in drug manufacturing. - Separating and refining chemical intermediates, specialty chemicals, and high-value compounds in chemical synthesis. - Extracting and concentrating essential oils, flavors, and fragrances through precise steam or vacuum distillation. - Conducting analytical testing, sample preparation, and method development in quality control and research laboratories. - Processing and purifying reagents, standards, and high-purity materials for electronics and semiconductor manufacturing.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Laboratory Glass Distillation Units Borosilicate Chemical Resistant
Industrial Laboratory Glass Distillation Units made from chemical-resistant borosilicate glass for precise separation, purification, and extraction processes in pharmaceutical, chemical, and research applications.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer