₹
Apparel & Fashion
Loading subcategories...
View More

Description
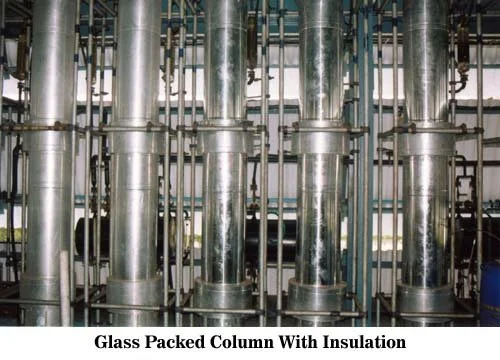
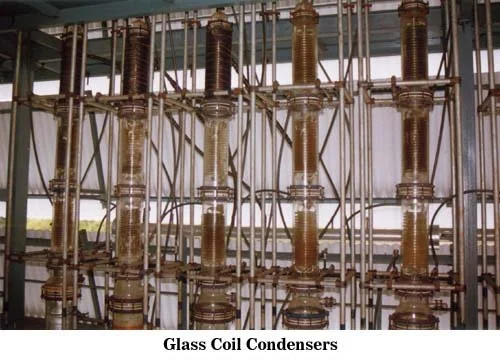
The fractional distillation assembly represents a compact, batch-type unit engineered for high-precision separation of liquid mixtures with closely matched boiling points. This sop...
The fractional distillation assembly represents a compact, batch-type unit engineered for high-precision separation of liquid mixtures with closely matched boiling points. This sophisticated system incorporates a reboiler vessel mounted within a heating bath, a carefully packed column designed to maximize vapor-liquid contact, and an efficient condenser system that enables full reflux control. The top product undergoes sub-cooling before collection in designated receivers, while the bottom product is efficiently drained through a specialized valve system. Engineered to operate seamlessly under both atmospheric pressure and full vacuum conditions, this unit guarantees efficient separation of complex chemical components. Available in multiple capacities ranging from 20L to 300L, this distillation assembly is built for exceptional reliability, user-friendly operation, and consistent performance across diverse chemical processing applications. This advanced distillation assembly finds extensive application across multiple industrial sectors, including pharmaceuticals, chemical manufacturing, essential oil production, and petrochemical processing. Within pharmaceutical operations, it serves critical functions in purifying solvents and intermediate compounds. The chemical industry utilizes it for refining specialty compounds and high-purity reagents, while the fragrance sector employs it for isolating precise aromatic extracts. Educational institutions and research centers value this equipment for comprehensive training programs and advanced research initiatives. Its remarkable versatility makes it particularly suitable for research and development laboratories, pilot plants, and small-scale production facilities that require precise distillation capabilities without substantial infrastructure investments. The unit delivers substantial business value through its proven reliability, operational efficiency, and long-term cost-effectiveness. Its robust construction minimizes operational downtime while simplifying maintenance procedures. The capability to handle vacuum operations significantly expands its suitability for processing heat-sensitive materials, thereby enhancing final product quality and overall yield. With export-standard packaging and commitment to timely delivery, this distillation assembly meets international quality standards, establishing itself as a trusted solution for importers, distributors, and processing facilities seeking durable and efficient separation technology. Key Features: - Compact batch design with heating bath reboiler ensures uniform temperature distribution - Packed column configuration enhances separation efficiency for close-boiling mixtures - Dual operational capability under atmospheric pressure and full vacuum conditions - Multiple vessel size options available: 20L, 50L, 100L, 200L, and 300L capacities - Sub-cooled top product collection system with bottom drainage valve for easy handling Benefits: - Precise separation of complex liquid mixtures with minimal component loss - Flexible operation adapts to various chemical processes and material sensitivities - Robust construction ensures long-term reliability and reduced maintenance requirements - Scalable capacity options accommodate different production and research needs - Enhanced safety features and user-friendly design simplify operational procedures
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This fractional distillation assembly excels in separating liquid mixtures with close boiling points through its compact batch design and precise temperature control. It operates effectively under both atmospheric pressure and full vacuum conditions, providing exceptional flexibility for various chemical processes while ensuring high-purity output for critical applications across multiple sectors. The robust construction and reliable performance make it suitable for diverse processing needs, from pharmaceuticals to essential oils and specialty chemicals. With available vessel sizes ranging from 20L to 300L, it accommodates different throughput requirements while maintaining operational efficiency and consistent performance in demanding laboratory and industrial environments. - Purification of solvents and reagents in pharmaceutical manufacturing and research laboratories - Separation of essential oils and aromatic compounds for fragrance and flavor production - Refining petroleum derivatives and specialty chemicals in pilot plants and small-scale operations - Processing high-value biochemicals and extracts for nutraceutical and cosmetic applications - Educational and training purposes in universities and technical institutes for chemical engineering
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Fractional Distillation Assembly for Lab R&D Industrial Purification
High-quality fractional distillation assembly for precise chemical separation in labs, R&D, and industrial purification. Compact batch unit with heating bath reboiler, packed column, and vacuum operation for reliable performance.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer