undefined

Similar Products






Description
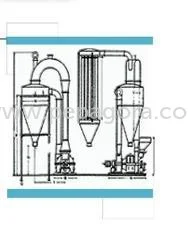
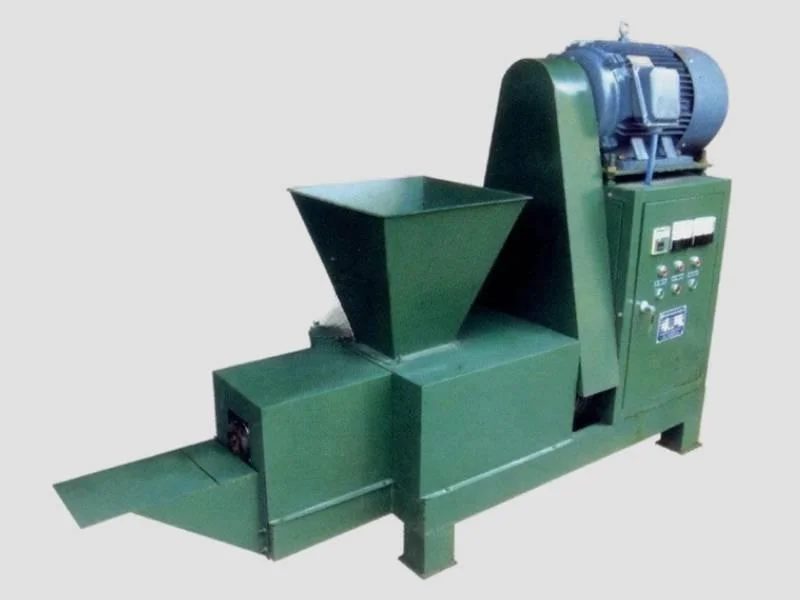
The BHM Food Pulveriser represents industrial-grade grinding technology designed for heavy-duty commercial applications. This robust machine efficiently reduces various dry materia...
The BHM Food Pulveriser represents industrial-grade grinding technology designed for heavy-duty commercial applications. This robust machine efficiently reduces various dry materials into fine powders with consistent particle size distribution. Engineered for continuous operation, it handles spices, grains, chemicals, minerals, fertilizers, and pharmaceutical ingredients with equal proficiency. The pulveriser's durable construction ensures long-term reliability while maintaining precise grinding performance across diverse material types. Its straightforward operation and minimal maintenance requirements make it an ideal choice for businesses seeking efficient size reduction solutions without compromising on output quality or operational efficiency. Across multiple industries, this pulveriser demonstrates remarkable versatility. Food processing facilities utilize it for grinding spices, herbs, and grains into powders for seasonings, flours, and food ingredients. Agricultural sectors depend on it for processing fertilizers, pesticides, and animal feeds into uniform blends. Pharmaceutical manufacturers employ it for pulverizing active ingredients and herbal preparations for medicines and supplements. Chemical and industrial operations rely on its capabilities for grinding minerals, coal, resins, and various industrial compounds. Construction material producers use it for processing fillers, clay, and other raw materials, making it an essential component in production lines where consistent size reduction is critical. Businesses investing in the BHM Food Pulveriser gain significant operational advantages through enhanced productivity and consistent output quality. The machine's reliability minimizes production interruptions and reduces maintenance costs, ensuring continuous operation. Its efficient design delivers higher throughput with lower energy consumption, improving return on investment. The equipment's durability provides long service life even under demanding working conditions, making it a cost-effective solution for scaling operations. This pulveriser enables businesses to maintain product consistency, meet industry quality standards, and achieve competitive positioning through reliable performance and operational efficiency. Key Features: - Heavy-duty construction ensures durability for continuous industrial use - Precise particle size control for consistent grinding results - High-capacity motor design delivers efficient power and output - Versatile material compatibility including food, chemicals, and minerals - Simplified maintenance design reduces operational downtime Benefits: - Enhanced productivity through consistent high-quality output - Reduced operational costs with energy-efficient performance - Minimal maintenance requirements for continuous operation - Versatile application across multiple industries and materials - Long service life with reliable heavy-duty construction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The BHM Food Pulveriser efficiently processes diverse dry materials into uniform fine powders, handling everything from spices and grains to minerals and chemicals. Its robust construction delivers consistent particle size and high output capacity, making it suitable for food processing, pharmaceutical manufacturing, and industrial material production. This versatility allows processors to handle tough materials like fertilizers, coal, and herbal products without performance compromise. This industrial pulveriser serves multiple sectors including food processing, agriculture, pharmaceuticals, chemicals, and construction materials. Manufacturers and bulk suppliers rely on its dependable size reduction capabilities for various production scales. The equipment maintains consistent performance across different materials while requiring minimal maintenance, ensuring operational continuity and reduced downtime for businesses. - Grinding spices including turmeric, chili, and cumin for seasoning production - Pulverizing grains and cereals to create besan, sattu, and various flours - Crushing fertilizers and agro-chemicals into fine powders for agricultural use - Processing minerals, coal, and industrial materials for energy and manufacturing - Grinding pharmaceutical ingredients and herbal products for medicine production
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bharat Heavy Machines, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Commercial Food Pulveriser For Spices Grains Minerals Industrial Grinding
BHM Food Pulveriser grinds spices, grains, minerals, and chemicals into fine powders for food processing, pharmaceutical, and industrial applications. Heavy-duty construction ensures reliable performance with consistent particle size output for commercial operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bharat Heavy Machines Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & MachineryManufacturer