undefined
Similar Products






Description
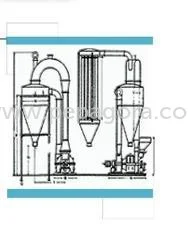
The BHM Chemical Pulverizer represents precision grinding technology engineered for industrial applications requiring consistent particle size reduction. This robust machine proces...
The BHM Chemical Pulverizer represents precision grinding technology engineered for industrial applications requiring consistent particle size reduction. This robust machine processes diverse materials including minerals, chemicals, food products, and industrial raw materials with reliable performance. Built for demanding production environments, it features durable construction that withstands continuous operation while maintaining exact grinding specifications. The pulverizer accommodates various material hardness levels, from soft organic substances to medium-hard industrial compounds, ensuring uniform particle distribution and optimal processing efficiency for diverse manufacturing requirements. This industrial equipment serves critical functions across multiple sectors where precise particle size control impacts product quality and manufacturing efficiency. Chemical manufacturing facilities utilize it for grinding pigments, detergents, and resins with consistent results. Food processing operations rely on it for spices, turmeric, and besan production, ensuring uniform texture and quality. Pharmaceutical companies employ the machine for precise medication preparation, while agricultural sectors benefit from its ability to process fertilizers and pesticides. Mineral processing operations use it for clay, graphite, and various industrial minerals, demonstrating its cross-industry applicability for businesses requiring reliable grinding solutions. Investing in the BHM Chemical Pulverizer delivers significant operational value through enhanced processing efficiency, consistent output quality, and reliable performance. The machine's robust construction ensures long-term durability with minimal maintenance requirements, reducing operational downtime and associated costs. Its precision grinding capabilities translate to consistent product quality that meets industry standards and customer specifications. The ability to handle diverse materials without cross-contamination provides operational flexibility for facilities processing multiple products. This reliability and versatility directly impact production efficiency and product consistency, offering tangible value for industrial operations. Key Features: - Processes diverse materials including minerals, chemicals, food products, and industrial compounds - Robust construction designed for continuous industrial operation and long-term durability - Precision grinding mechanism for consistent particle size control and uniform distribution - Efficient handling of both soft organic materials and medium-hard industrial substances - Minimal maintenance design with accessible components for easy servicing Benefits: - Consistent particle size reduction improves product quality and manufacturing efficiency - Durable construction reduces maintenance costs and operational downtime - Versatile material handling capability provides operational flexibility across applications - Reliable performance ensures consistent output that meets production specifications - Efficient design minimizes energy consumption while maximizing processing capacity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The BHM Chemical Pulverizer efficiently processes a wide range of materials from soft food products to medium-hard industrial minerals. Its precision grinding mechanism ensures uniform particle distribution, making it suitable for applications where consistent texture and size control directly impact product quality and manufacturing efficiency. This versatility allows the same machine to handle different materials without compromising performance. This industrial pulverizer serves multiple sectors including chemical manufacturing, food processing, pharmaceuticals, agriculture, and mineral processing. It effectively grinds materials like fertilizers, pigments, spices, resins, and detergents with equal reliability. The machine's robust design withstands continuous operation in demanding industrial environments, providing consistent performance that meets strict production specifications across various industries. - Processing agricultural chemicals and fertilizers for uniform particle distribution in crop protection products - Grinding food ingredients like spices, turmeric, and besan for consistent texture in food manufacturing - Pulverizing pharmaceutical compounds and herbal materials for precise medication formulations - Reducing industrial minerals, clay, and pigments for consistent quality in manufacturing processes - Processing chemical compounds including detergents, resins, and plastics for industrial applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bharat Heavy Machines, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
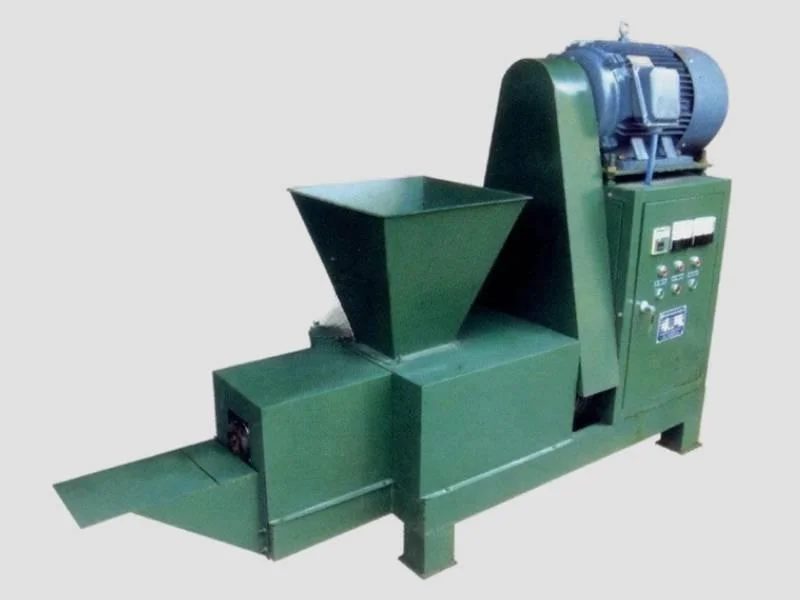
Industrial Chemical Pulverizer For Precise Grinding Of Minerals And Food
BHM Chemical Pulverizer provides precise particle size reduction for minerals, chemicals, and food products. This reliable industrial grinding machine delivers consistent results for demanding production environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bharat Heavy Machines Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & MachineryManufacturer

