₹
Apparel & Fashion
Loading subcategories...
View More

Description
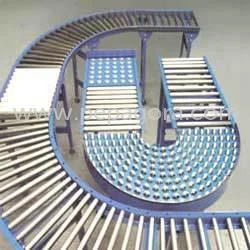
Our Industrial Material Handling Flat Belt Conveyors deliver exceptional performance for light to medium duty applications across various industrial settings. Engineered with high-...
Our Industrial Material Handling Flat Belt Conveyors deliver exceptional performance for light to medium duty applications across various industrial settings. Engineered with high-quality materials and precision manufacturing, these conveyor systems ensure reliable operation and extended service life in demanding environments. The robust construction minimizes maintenance requirements while maximizing productivity and operational efficiency. Designed specifically for seamless material transitions between different operational zones, departments, and building levels, these conveyors maintain consistent performance even on incline and decline paths. Their versatile design accommodates diverse industrial requirements while ensuring smooth material flow without disruption to production processes. These conveyor systems serve multiple industries including manufacturing, food processing, pharmaceuticals, packaging, and warehouse operations. They excel in applications requiring reliable material transportation across varying elevations while maintaining consistent product flow. The adaptable design supports different operational layouts and space constraints, making them suitable for both new installations and facility upgrades. Industries benefit from their capability to handle diverse products ranging from small components to irregularly shaped items with gentle yet efficient transportation. The construction options ensure suitability for various environmental conditions and industry-specific requirements. The business value of these flat belt conveyors lies in their proven reliability, consistent performance, and operational efficiency. These systems significantly reduce operational costs through minimal maintenance requirements and enhanced workplace safety features. The flexibility in application allows for optimal adaptation to specific industry needs and spatial limitations, ensuring maximum space utilization. Companies achieve competitive advantage through improved material handling efficiency, reduced operational downtime, and scalable solutions that accommodate business growth. The investment delivers long-term returns through durable performance in challenging industrial environments, making it a practical solution for material handling challenges. Key Features: - High-quality materials ensure durability and long service life - Smooth operation across inclines and declines without disruption - Robust construction minimizes maintenance requirements - Versatile design suitable for diverse industrial settings - Reliable performance in demanding working environments Benefits: - Enhanced material handling efficiency and productivity - Reduced operational costs through minimal maintenance - Improved workplace safety and operational reliability - Consistent performance across various industrial applications - Long-term durability in challenging environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Flat belt conveyors efficiently transport light to medium weight materials between operations, departments, and building levels. Their design ensures smooth material flow even on incline or decline paths, maintaining consistent production processes without disruption. These systems handle small components, irregularly shaped items, and fragile products with reliable performance across various industrial environments and operational layouts. The versatile construction supports multiple configurations to accommodate different space constraints and material handling requirements. These conveyors deliver consistent performance while adapting to specific operational needs, ensuring optimal efficiency in diverse applications. Their reliable operation minimizes downtime and supports continuous material flow in demanding industrial settings. - Manufacturing assembly lines for consistent part movement - Packaging facilities for efficient product handling - Food processing plants for hygienic material transportation - Pharmaceutical production for precise component transfer - Warehouse logistics for streamlined operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Microtech Engineers & Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Material Handling Flat Belt Conveyors For Light Medium Duty
Industrial Material Handling Flat Belt Conveyors for light medium duty applications provide reliable transportation across inclines and declines. Built with quality materials for smooth operation in diverse industrial settings.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Microtech Engineers & Company Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer