₹
Apparel & Fashion
Loading subcategories...
View More

Description
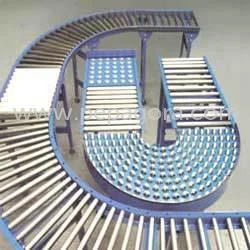
Our industrial chain conveyors are engineered for superior heavy load material handling, featuring premium motor-driven operation that delivers consistent, reliable performance in ...
Our industrial chain conveyors are engineered for superior heavy load material handling, featuring premium motor-driven operation that delivers consistent, reliable performance in the most demanding environments. Specifically designed to suspend and transport substantial weights on pendants, these robust systems provide continuous material flow where other solutions fall short. Built with precision engineering and durable components, they ensure smooth operation while significantly reducing manual handling requirements and associated risks. The focus on reliability and structural integrity makes these conveyors a cornerstone for operations that depend on uninterrupted material movement. These chain conveyors serve as critical infrastructure across multiple industrial sectors. In automotive manufacturing, they efficiently move vehicle chassis and heavy assemblies along production lines. Food processing plants utilize them to transport products through various stages including washing, treatment, and packaging. Logistics and warehousing operations rely on them for palletized goods handling, while general manufacturing facilities implement them for moving heavy components and finished products. Their application extends to any industry where reliable, heavy-duty transport between operational stages is essential for productivity. The business value of these chain conveyors is measured in increased operational efficiency, reduced labor costs, and enhanced workplace safety. Their reliable performance minimizes unexpected downtime and maintenance interventions, ensuring continuous production flow that directly impacts throughput and profitability. The engineering focus on durability translates to longer service life and lower total cost of ownership. By automating heavy material movement, these systems free up human resources for higher-value tasks while eliminating manual handling hazards. This combination of reliability, efficiency, and safety makes them a strategic investment for optimizing material handling processes. Key Features: - Premium motor-driven system ensures consistent, reliable operation under heavy loads. - Specifically engineered to handle suspended heavy materials on robust pendants. - Durable construction supports palletized items and substantial industrial weights. - Designed for continuous operation in demanding production environments. - Precision engineering provides smooth material flow with minimal maintenance requirements. Benefits: - Increases operational throughput by enabling continuous heavy material movement. - Reduces labor costs by automating manual handling of heavy loads. - Enhances workplace safety by eliminating manual heavy lifting risks. - Minimizes downtime through reliable performance and durable construction. - Provides consistent performance that supports predictable production scheduling.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial chain conveyors provide robust solutions for moving heavy, suspended materials across demanding production environments. Their design excels in handling palletized loads and substantial weights, making them indispensable for continuous material flow where reliability cannot be compromised. These systems ensure efficient transport in settings where manual handling is impractical or unsafe, supporting high-volume operations with consistent performance. These conveyors are widely implemented across industries that require dependable heavy-duty transport. From automotive manufacturing plants moving chassis components to food processing facilities conveying products through treatment stages, their versatility meets diverse operational needs. Logistics centers utilize them for pallet handling, while general manufacturing relies on them for assembly line part transportation, demonstrating their critical role in modern industrial material handling. - Automotive assembly lines for transporting vehicle frames and heavy components between workstations. - Food and beverage plants for moving products through industrial washing, cooking, or cooling processes. - Warehousing and distribution centers for efficient handling and sorting of palletized goods. - Manufacturing facilities for transporting heavy parts and assemblies along production lines. - Logistics and shipment operations for loading and unloading heavy containers and crates.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Microtech Engineers & Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Chain Conveyors For Heavy Load Material Handling
Industrial chain conveyors for heavy load material handling. Premium motor-driven systems for assembly, washing, and conveying lines. Reliable performance with custom options for diverse industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Microtech Engineers & Company Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer