₹
Apparel & Fashion
Loading subcategories...
View More
Description
Our Falling Film Evaporators represent advanced thermal separation technology engineered specifically for heat-sensitive products. These systems operate with minimal temperature di...
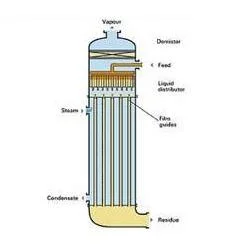
Our Falling Film Evaporators represent advanced thermal separation technology engineered specifically for heat-sensitive products. These systems operate with minimal temperature differences between heating media and boiling liquid, typically requiring only seconds of product contact time per pass. This gentle processing approach prevents thermal degradation while achieving efficient concentration, making these evaporators the ideal choice for industries where product quality preservation is critical. The vertical tube design ensures uniform liquid distribution as a thin film, maximizing heat transfer efficiency and evaporation rates across various production capacities and viscosity requirements, delivering consistent results batch after batch. These evaporators serve essential functions across multiple industries where thermal sensitivity dictates processing parameters. In food and beverage manufacturing, they concentrate fruit juices, dairy products, and nutritional extracts without compromising flavor profiles or nutritional content. Pharmaceutical applications include antibiotic concentration, vaccine production, and biological extract processing where precise temperature control is vital for product efficacy and safety. Chemical industries utilize them for sensitive polymer solutions, organic compounds, and specialty chemicals requiring exact thermal management. Environmental applications include wastewater volume reduction and resource recovery operations where energy efficiency and operational reliability are essential for continuous processing demands and regulatory compliance. The business value of our Falling Film Evaporators extends beyond operational efficiency to encompass significant reliability and performance advantages. These systems deliver reduced energy consumption through optimal heat utilization, lowering operational costs while maintaining consistent output quality. Their robust construction ensures long service life with minimal maintenance requirements, providing dependable performance in continuous industrial operations. The design allows adaptation to specific process requirements, space constraints, and material characteristics, ensuring optimal integration with existing production lines. This combination of technical excellence and practical engineering translates to enhanced productivity, improved product quality, and stronger competitive positioning for businesses investing in advanced evaporation technology solutions. Key Features: - Operates with minimal temperature differences between heating media and product - Short product contact times measured in seconds per pass - Vertical tube design for uniform liquid film distribution - Handles heat-sensitive, foaming, and fouling materials effectively - Customizable configurations for specific industry requirements Benefits: - Preserves product quality and prevents thermal degradation - Reduces energy consumption through efficient heat transfer - Enables continuous operation with minimal maintenance needs - Suitable for various viscosities and concentration requirements - Provides reliable performance with long service life
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Falling Film Evaporators specialize in concentrating heat-sensitive liquids by creating a thin film over heated surfaces, enabling rapid evaporation at low temperatures. This gentle processing method maintains product integrity while achieving high concentration ratios across various industrial scales and viscosity ranges, ensuring quality preservation throughout the operation. These systems are particularly effective for industries requiring precise thermal control and minimal product degradation. The design efficiently handles challenging materials including foaming or fouling substances that often trouble other evaporator types. Continuous operation is maintained with straightforward cleaning and maintenance protocols, ensuring consistent performance in demanding industrial environments. - Concentrating fruit juices and dairy products while maintaining flavor and nutritional value - Pharmaceutical processing for antibiotics, vitamins, and biological extracts requiring temperature control - Chemical industry applications for sensitive polymers, organic compounds, and specialty solutions - Wastewater treatment operations for volume reduction and resource recovery processes - Desalination and water purification through multi-effect evaporation systems
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Padmavati Fabrications, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Falling Film Evaporator For Heat Sensitive Liquids In Food Chemical Pharmaceutical
Falling Film Evaporator for heat-sensitive liquids in food, chemical, and pharmaceutical industries. Features minimal temperature differences and short contact times for efficient concentration while preserving product quality. Reliable performance with custom configurations available.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Padmavati Fabrications
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer




