₹
Apparel & Fashion
Loading subcategories...
View More

Description
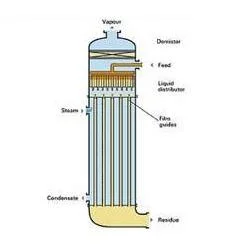
Stainless steel reactors and crystallizers represent industrial-grade processing equipment engineered for demanding chemical and pharmaceutical applications. Constructed with premi...
Stainless steel reactors and crystallizers represent industrial-grade processing equipment engineered for demanding chemical and pharmaceutical applications. Constructed with premium stainless steel materials, these vessels withstand corrosive environments while maintaining structural integrity under high pressures and temperatures. Advanced manufacturing techniques and rigorous quality controls ensure leak-proof performance and long-term operational reliability. The equipment range includes various configurations from basic jacketed reactors to sophisticated high-pressure systems, all designed for precise process control and consistent output quality across multiple production cycles. Each unit undergoes comprehensive testing to verify compliance with industry standards for safety and efficiency. These reactors serve critical functions across pharmaceutical manufacturing where they facilitate drug intermediate synthesis under controlled conditions. Chemical industries utilize them for polymerization, hydrogenation, and specialty chemical production where reaction precision determines final product quality. The mining sector employs crystallizers for mineral separation and purification processes, while petrochemical plants rely on them for hydrocarbon processing and catalyst reactions. Food and flavor industries benefit from the hygienic stainless steel construction for ingredient manufacturing, ensuring compliance with food safety standards. Fertilizer production facilities use these vessels for compound synthesis and crystallization processes essential for agricultural chemical manufacturing. Businesses investing in these reactors gain operational reliability through equipment designed for continuous industrial use with minimal maintenance requirements. The equipment's durable construction and precision engineering translate to reduced downtime and consistent production output. This reliability becomes particularly valuable in regulated industries where batch consistency and documentation are mandatory. Companies benefit from extended equipment lifespan and reduced total cost of ownership through energy-efficient designs and minimal operational interruptions. The equipment's robust performance ensures consistent processing results while withstanding demanding industrial environments. Key Features: - Premium stainless steel construction resistant to corrosion and contamination - Customizable configurations including jacketed and high-pressure designs - Precision temperature control systems for consistent reaction management - Robust structural engineering for high-pressure and vacuum operations - Comprehensive safety features including pressure relief and monitoring systems Benefits: - Enhanced process efficiency through precise reaction control and mixing capabilities - Reduced maintenance costs with durable construction and corrosion-resistant materials - Compliance with industry standards for pharmaceutical and food-grade manufacturing - Flexibility for various chemical processes with customizable features and accessories - Long-term operational reliability minimizing production downtime and replacement costs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These stainless steel reactors enable precise chemical transformations across multiple industrial sectors. Engineered to handle controlled reactions, crystallization, and mixing under varying temperatures and pressures, they maintain process integrity from pharmaceutical synthesis to chemical manufacturing. The robust construction ensures consistent performance in demanding operational environments while meeting purity requirements for sensitive applications. Industrial crystallizers provide exact separation and purification capabilities through controlled cooling and evaporation processes. Chemical plants utilize these vessels for polymerization and specialty compound production, while pharmaceutical manufacturers depend on them for active ingredient processing. The equipment handles diverse materials from basic chemicals to advanced intermediates, delivering reliable batch processing with consistent quality output across continuous production cycles. - Pharmaceutical active ingredient synthesis and purification processes - Specialty chemical manufacturing for fine chemicals and intermediates - Petrochemical processing including polymerization and hydrocarbon treatment - Food-grade flavor and ingredient production under hygienic conditions - Fertilizer manufacturing and mineral processing operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Padmavati Fabrications, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Stainless Steel Reactors And Crystallizers For Chemical Pharmaceutical Industries
Stainless steel reactors and crystallizers for chemical pharmaceutical industries deliver reliable performance in demanding processes including fine chemicals and petrochemical processing with custom configurations.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Padmavati Fabrications
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer