undefined
Apparel & Fashion
Loading subcategories...
View More

Description
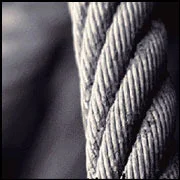
Our premium elevator wire ropes are engineered from high-grade steel to deliver exceptional strength, safety, and longevity in vertical transportation systems. Each rope undergoes ...
Our premium elevator wire ropes are engineered from high-grade steel to deliver exceptional strength, safety, and longevity in vertical transportation systems. Each rope undergoes rigorous fatigue testing, load assessments, and comprehensive quality checks to ensure compliance with international standards, providing reliable performance for critical applications where safety cannot be compromised. Manufactured to exact specifications, these cables offer dependable operation and structural integrity for all major elevator systems, ensuring seamless integration with standard sheaves and drums for optimal operational efficiency. These wire ropes are trusted across multiple sectors including commercial real estate, residential construction, healthcare facilities, industrial warehouses, and large-scale construction projects. They are specified by architects, contractors, and building managers who require dependable vertical transportation solutions that meet strict safety regulations and performance expectations. The ropes serve as critical components in passenger elevators, freight lifts, service elevators, and construction hoists, providing the essential backbone for safe vertical movement in modern infrastructure projects worldwide. Businesses choose our elevator wire ropes for their proven reliability, reduced maintenance requirements, and extended service life that translates into lower total cost of ownership. The engineered design minimizes stretch and maintains structural integrity under constant use, reducing downtime and operational disruptions. With global recognition among importers and distributors, our products offer peace of mind through consistent quality, international standard compliance, and solutions tailored to specific project requirements and technical specifications. Key Features: - Premium high-grade steel construction for maximum strength and durability - Rigorous testing and quality control ensuring safety compliance - Engineered for minimal stretch and long service life - Compatibility with all major elevator systems and components - Manufactured to international standards for quality assurance Benefits: - Enhanced safety and reliability for vertical transportation systems - Reduced maintenance requirements and operational downtime - Extended service life lowering total cost of ownership - Consistent performance under varying load conditions - Trusted quality recognized by industry professionals worldwide
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Elevator wire ropes form the critical lifting mechanism that ensures safe passenger and freight movement in vertical transportation systems. These high-strength steel cables deliver smooth operation and dependable performance across diverse building types, meeting rigorous international safety standards for daily use in modern infrastructure projects worldwide. Beyond standard elevator applications, these robust wire ropes serve essential functions in construction hoists, material lifts, and industrial lifting equipment. Their superior strength-to-weight ratio makes them suitable for both light-duty and heavy-duty operations, offering versatility and long-term reliability for contractors, building managers, and equipment manufacturers who prioritize operational safety and consistent performance. - High-rise commercial building elevators requiring dependable daily operation - Residential apartment lifts ensuring smooth and safe resident transport - Hospital and healthcare facility elevators for reliable critical access - Warehouse and freight elevators handling heavy loads consistently - Construction site hoists and cranes supporting material movement
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Ankush Enterprises, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•Trading CompanyDistributor / Wholesaler
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Domestic
Elevator Wire Ropes Premium Steel Cables For Safety And Durability
Premium elevator wire ropes provide high-grade steel cables for safe vertical transportation, engineered for durability and reliability in commercial, residential, and industrial elevator systems.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ankush Enterprises Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsTrading Company