undefined
Apparel & Fashion
Loading subcategories...
View More

Description
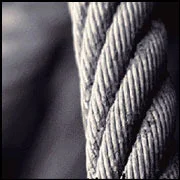
Our premium elevator steel wire rope is engineered to meet the most rigorous safety and performance standards in vertical transportation. Manufactured from high-tensile steel with ...
Our premium elevator steel wire rope is engineered to meet the most rigorous safety and performance standards in vertical transportation. Manufactured from high-tensile steel with precision stranding technology, it delivers exceptional strength, superior fatigue resistance, and extended service life even under continuous heavy-duty operation. Each rope undergoes comprehensive quality assurance testing to ensure full compliance with international elevator and hoisting machinery standards, providing peace of mind for engineers and building operators worldwide. The advanced manufacturing process incorporates preformed strands that minimize internal stress and prevent unraveling during installation and use. This elevator wire rope serves critical functions across multiple industries including commercial real estate, residential construction, industrial manufacturing, healthcare facilities, and hospitality sectors. Building contractors rely on it for new installation projects while maintenance companies specify it for replacement applications in existing elevator systems. OEM manufacturers integrate these ropes into their elevator packages for both passenger and freight models, knowing they meet the demanding requirements of modern vertical transportation systems in skyscrapers, shopping malls, hospitals, and industrial complexes. The business value of this wire rope lies in its proven reliability and safety performance where compromise is not an option. It reduces operational downtime through extended service intervals and maintains consistent performance throughout its lifecycle. The product's customization capabilities allow for perfect integration with specific elevator models and load requirements, while its corrosion-resistant properties ensure long-term performance even in challenging environmental conditions. This investment in quality translates to reduced maintenance costs, enhanced safety compliance, and improved operational efficiency for all stakeholders. Key Features: - High-tensile steel construction for maximum strength - Precision stranding technology for superior fatigue resistance - Preformed strands to minimize internal stress and prevent unraveling - Custom-length solutions for specific elevator requirements - Comprehensive quality assurance testing for international compliance Benefits: - High-tensile steel construction for maximum strength - Precision stranding technology for superior fatigue resistance - Preformed strands to minimize internal stress and prevent unraveling - Custom-length solutions for specific elevator requirements - Comprehensive quality assurance testing for international compliance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Elevator steel wire ropes are essential components in vertical transportation systems across commercial, residential, and industrial buildings. They provide the necessary strength and flexibility for safe elevator operation, supporting both elevator cabs and counterweights in traction lift systems. These ropes handle dynamic loads and ensure passenger safety with every journey, meeting international safety standards for reliable performance in demanding environments. Beyond standard elevators, these steel wire ropes serve critical roles in various lifting applications. They are used in construction hoists, material lifts, service elevators, and industrial machinery where consistent performance and absolute safety are non-negotiable requirements. Their durability makes them suitable for heavy-duty operations in multiple sectors including construction, manufacturing, and logistics industries. - High-rise office and residential elevator systems - Low-rise commercial and retail building lifts - Construction site hoists and temporary elevators - Warehouse and freight elevator installations - Hospital and industrial service elevator applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Ankush Enterprises, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•Trading CompanyDistributor / Wholesaler
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
Domestic
Elevator Steel Wire Rope Premium High Rise Low Rise Lift Safety Durable
Premium elevator steel wire rope for high-rise and low-rise lifts, ensuring safety, durability, and smooth operation. Ideal for OEMs, contractors, and maintenance services needing reliable, custom-length solutions with strict quality compliance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ankush Enterprises Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsTrading Company