undefined
Similar Products






Description
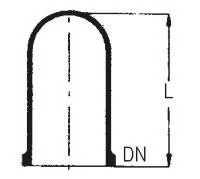
APBE07 15 40 and APBE1 25 50 represent premium-grade industrial closures designed for businesses where reliability and performance are paramount. These secure sealing solutions pro...
APBE07 15 40 and APBE1 25 50 represent premium-grade industrial closures designed for businesses where reliability and performance are paramount. These secure sealing solutions protect container contents from environmental factors, contamination, and tampering across diverse applications. Manufactured to exacting standards, they offer durability and precision that serious buyers—including importers, distributors, and wholesalers—can depend on. Their construction ensures consistent quality, providing peace of mind for operations where failure carries significant cost and risk. Versatile and easy to integrate, these closures stand as a trusted choice for global supply chains demanding excellence in every component. These closures find essential usage across multiple high-stakes industries. In pharmaceuticals, they safeguard product purity and help meet strict health and safety regulations. The food processing sector relies on their airtight sealing capabilities to preserve freshness and prevent spoilage. Chemical manufacturers utilize them for the safe containment and transportation of reactive or hazardous materials. Meanwhile, logistics and general manufacturing sectors benefit from their robustness in packaging and protecting valuable goods and components during storage and transit. Their adaptability addresses both standard and specialized application needs, catering to a broad spectrum of industrial requirements worldwide. Choosing APBE07 15 40 and APBE1 25 50 closures delivers tangible business value through enhanced operational efficiency, minimized product loss, and strengthened customer trust. Their proven reliability reduces costly downtime and waste, while their consistent performance supports smoother supply chain operations. These closures are rigorously tested to ensure long-term durability under various conditions, building a foundation of trust with partners and end-users. This investment demonstrates a commitment to quality and safety, fostering stronger business relationships. Ultimately, they provide a cost-effective solution for maintaining high standards, supporting scalable growth, and securing a competitive advantage in demanding industrial environments. Key Features: - Engineered for high durability and long-lasting performance in challenging industrial conditions. - Designed to provide a secure, reliable seal that prevents leaks and protects against contamination. - Constructed with precision for consistent quality and reliable batch-to-batch performance. - Compatible with automated packaging and assembly systems for efficient production line integration. - Manufactured to meet recognized industry standards for safety, quality, and material integrity. Benefits: - Enhances product safety and integrity by providing a dependable barrier against environmental factors. - Reduces operational risk and potential losses by minimizing leaks, spoilage, and contamination. - Improves supply chain efficiency with reliable performance that supports automated, high-speed operations. - Builds trust with customers and partners through consistent, high-quality sealing solutions. - Offers a cost-effective investment by reducing waste, downtime, and the need for frequent replacements.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
APBE07 15 40 and APBE1 25 50 industrial closures are engineered for environments where secure sealing is non-negotiable. They deliver robust performance under pressure and temperature variations, maintaining product integrity while being compatible with automated production systems. Their design prioritizes reliability and ease of integration into fast-paced operational workflows. These closures serve critical functions across sectors that demand uncompromising safety and quality. Industries trust them for their consistent performance and ability to meet stringent regulatory requirements. They effectively prevent leaks, contamination, and product spoilage, supporting efficient and secure operations from production through to distribution and storage. - Securing pharmaceutical containers to maintain sterility and ensure regulatory compliance during storage and transport. - Sealing food and beverage packaging to extend shelf life, preserve freshness, and prevent tampering. - Closing chemical drums and industrial tanks to prevent hazardous leaks and ensure safe handling. - Protecting sensitive electronic components from environmental moisture, dust, and damage during shipping. - Ensuring organized and secure packaging for automotive parts and industrial machinery components in logistics.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Ablaze Glassworks Private Limited, Gujarat
 Gujarat, India
Gujarat, India
Health & Personal Care•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Closures APBE07 15 40 APBE1 25 50 Secure Sealing Durable
APBE07 15 40 and APBE1 25 50 industrial closures provide secure, durable sealing for packaging, manufacturing, and logistics. These reliable components ensure product integrity and safety in demanding applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ablaze Glassworks Private Limited Gujarat, India
Gujarat, India
Health & Personal CareManufacturer