undefined
Similar Products








Description
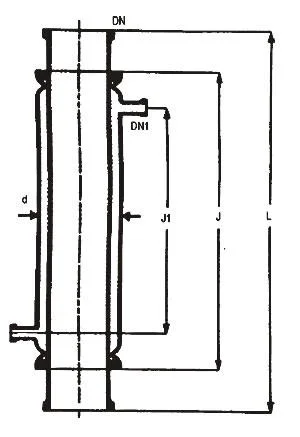
Industrial jacketed pipe sections represent advanced thermal management solutions engineered for applications requiring precise temperature control. These specialized components fe...
Industrial jacketed pipe sections represent advanced thermal management solutions engineered for applications requiring precise temperature control. These specialized components feature an outer jacket surrounding the inner process pipe, creating an annular space for heating or cooling media circulation. This innovative design ensures uniform temperature distribution throughout the pipeline system, eliminating hot spots, maintaining optimal product viscosity, and ensuring consistent process conditions. Manufactured from high-grade materials compatible with both process media and thermal transfer fluids, these sections deliver reliable performance in demanding industrial environments where temperature stability directly impacts operational success and product quality. These temperature control systems serve critical functions across chemical processing, oil and gas, pharmaceuticals, and food manufacturing industries. Chemical plants utilize them to maintain optimal temperatures for reactive compounds and prevent solidification during transfer operations. Petroleum refineries depend on jacketed sections to keep crude oil and heavy fractions at pumpable viscosities throughout processing systems. Pharmaceutical manufacturers rely on them for maintaining sterile conditions and precise temperature requirements during sensitive drug production stages. The food industry employs these systems for temperature-sensitive product transfer while meeting rigorous hygiene standards, demonstrating their versatility across diverse industrial applications where thermal management is non-negotiable. The business value of jacketed pipe sections lies in their ability to enhance operational efficiency, reduce energy consumption, and minimize product loss through precise thermal management. Their robust construction ensures long-term reliability with minimal maintenance requirements, delivering excellent return on investment for industrial operations. The unique quality manufacturing ensures compliance with industry standards and safety regulations while providing consistent performance under demanding conditions. These components represent trusted infrastructure solutions for serious industrial buyers seeking reliable temperature control that protects product integrity, maintains process consistency, and supports continuous operational excellence in critical manufacturing environments. Key Features: - Double-walled construction with annular space for thermal media circulation - High-grade material compatibility for diverse industrial applications - Uniform temperature distribution along entire pipe length - Customizable dimensions and connection configurations - Robust construction designed for high-pressure and high-temperature operations Benefits: - Enhanced operational efficiency through precise temperature control - Reduced energy consumption with optimized thermal management - Minimized product loss and maintained product integrity - Long-term reliability with minimal maintenance requirements - Consistent performance in demanding industrial environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Jacketed pipe sections are essential for industrial processes where maintaining specific temperatures is critical for product quality and operational efficiency. These components enable consistent heat transfer along pipelines, preventing material solidification and ensuring smooth flow in temperature-sensitive applications across multiple industries where thermal control determines process success. These specialized pipe sections serve chemical processing plants, refineries, and manufacturing facilities requiring precise thermal management. The jacketed design allows heating or cooling media circulation, making them versatile for both high-temperature maintenance and cryogenic applications in demanding industrial environments where reliability and performance are paramount. - Temperature maintenance in chemical transfer lines to prevent viscosity changes and ensure consistent flow - Heating petroleum products in refinery pipelines to maintain optimal viscosity for processing - Thermal control in pharmaceutical manufacturing for maintaining sterile conditions and product integrity - Food processing applications where precise temperature maintenance ensures quality and safety - Industrial heating systems for molten materials requiring consistent temperature to prevent solidification
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Ablaze Glassworks Private Limited, Gujarat
 Gujarat, India
Gujarat, India
Health & Personal Care•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Jacketed Pipe Sections For Precise Temperature Control
Industrial jacketed pipe sections provide precise temperature control and uniform heating for chemical processing, oil and gas, and pharmaceutical applications requiring reliable thermal management in industrial piping systems.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ablaze Glassworks Private Limited Gujarat, India
Gujarat, India
Health & Personal CareManufacturer