₹
Apparel & Fashion
Loading subcategories...
View More
Description
Our chemical processing machines are engineered for pharmaceutical, biotechnology, and specialty chemical industries requiring reliable equipment for complex production processes. ...
Our chemical processing machines are engineered for pharmaceutical, biotechnology, and specialty chemical industries requiring reliable equipment for complex production processes. These systems deliver precise control over reaction parameters, ensuring optimal yield and consistent product quality throughout manufacturing operations. Built with robust components and advanced engineering, they support seamless technology transfer from development to full-scale production while maintaining strict process control and operational efficiency across various production environments and scales. These processing machines serve critical functions in pharmaceutical manufacturing for active ingredient synthesis under controlled conditions. Biotechnology facilities utilize them for sterile fermentation and bioreactor processes requiring precise environmental control. Specialty chemical producers depend on these systems for polymerization, distillation, and crystallization operations where accurate temperature and pressure management are essential. The equipment also supports agrochemical formulation and advanced materials production where consistent reaction control and material compatibility determine final product quality and performance characteristics. Investing in our chemical processing equipment delivers substantial business value through enhanced production efficiency, reduced operational downtime, and lower maintenance costs. Our machines are constructed with durable materials and sophisticated control systems to ensure long-term reliability and consistent performance. We differentiate through engineering excellence and technical support, enabling businesses to implement technology that meets specific process requirements without compromising operational effectiveness. This approach makes our solutions suitable for both large-scale manufacturing facilities and smaller pilot operations, providing clear return on investment through improved yield, process optimization, and production consistency. Key Features: - Precision control systems for temperature, pressure, and mixing parameters - Robust construction using corrosion-resistant and durable materials - Scalable configuration options for various production capacities - Integrated safety systems for hazardous processing environments - Advanced monitoring and data logging capabilities Benefits: - Enhanced production efficiency and consistent output quality - Reduced operational downtime and maintenance requirements - Improved process control and parameter management - Long-term reliability with durable component construction - Flexible integration with existing production systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our chemical processing machines provide precise control for sensitive pharmaceutical and biotechnology production processes. They maintain consistent reaction parameters, temperature stability, and mixing efficiency for complex synthesis operations while ensuring compliance with industry standards and repeatable batch results across various production scales and environments. These systems serve pharmaceutical manufacturers, biotechnology research facilities, and specialty chemical producers requiring reliable processing equipment. They support critical operations including fermentation, crystallization, distillation, and polymerization processes where accurate control and material compatibility are essential for successful production outcomes and product quality maintenance. - Pharmaceutical active ingredient synthesis and purification systems - Biotechnology fermentation and cell culture production processes - Specialty chemical manufacturing for polymers and advanced materials - Agrochemical formulation and batch reaction control operations - Research and development scale-up and pilot production facilities
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Water & Chemical Technologies, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
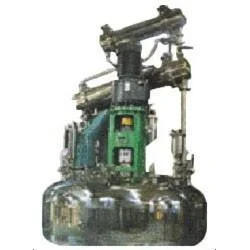
Chemical Processing Machines For Pharmaceutical And Biotech Industries
Chemical processing machines for pharmaceutical and biotech industries deliver reliable high-yield optimization with precision engineering for complex synthesis and production processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Water & Chemical Technologies Tamil Nadu, India
Tamil Nadu, India
Manufacturer