₹
Apparel & Fashion
Loading subcategories...
View More
Description
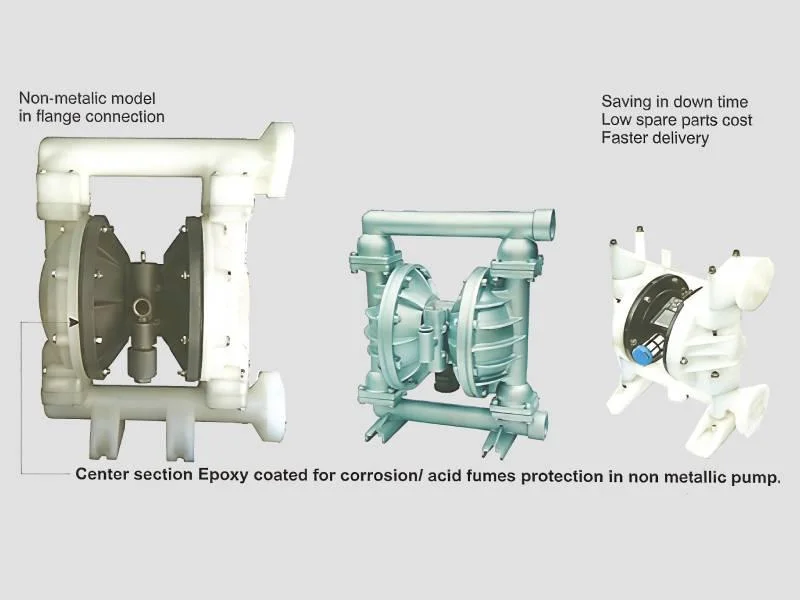
The Chemical Transfer Air Driven Dual Diaphragm Pump represents advanced fluid handling technology designed specifically for industrial chemical applications. Operating on compress...
The Chemical Transfer Air Driven Dual Diaphragm Pump represents advanced fluid handling technology designed specifically for industrial chemical applications. Operating on compressed air rather than electricity, this pump eliminates electrical hazards in chemical environments while providing reliable transfer of aggressive fluids. The dual diaphragm mechanism creates smooth, consistent flow without direct mechanical seals that could fail or leak. Engineered for durability, the pump handles corrosive, viscous, and shear-sensitive chemicals with equal efficiency, maintaining performance even when running dry. This operational flexibility, combined with easy flow adjustment through air pressure control, makes it a versatile solution for diverse industrial settings where safety and reliability are non-negotiable requirements. Multiple industries rely on this pump technology for critical chemical handling operations. Chemical manufacturing plants utilize these pumps for transferring acids, solvents, and reactive compounds throughout production processes. Pharmaceutical facilities employ them for moving sensitive ingredients and chemical intermediates while maintaining purity standards. Paint and coating manufacturers depend on them for circulating pigments, resins, and finishing materials without contamination risks. Water treatment plants use these pumps for precise chemical dosing in purification systems, while industrial cleaning operations benefit from their ability to handle aggressive detergents and cleaning solutions. The pump's compatibility with various chemical types makes it indispensable across sectors where fluid transfer must be both safe and efficient. Businesses choosing this pump gain significant operational advantages through enhanced safety and reduced maintenance requirements. The air-driven design eliminates electrical components that could spark or fail in hazardous environments, reducing insurance costs and compliance concerns. Fewer moving parts compared to traditional pumps mean less frequent maintenance and lower long-term operational expenses. The ability to run dry without damage prevents costly equipment failures during temporary flow interruptions. Custom material configurations ensure chemical compatibility for specific applications, while the pump's robust construction supports continuous operation in demanding industrial conditions. These factors combine to deliver exceptional value through reliable performance, reduced downtime, and enhanced workplace safety. Key Features: - Compressed air operation eliminates electrical hazards in chemical environments - Dual diaphragm design provides smooth, consistent fluid transfer without mechanical seals - Handles corrosive, viscous, and shear-sensitive chemicals with equal efficiency - Can run dry without damage, ensuring operational safety during flow interruptions - Flow rate easily adjustable through air supply pressure control Benefits: - Enhanced workplace safety through elimination of electrical spark risks - Reduced maintenance requirements with fewer moving parts than traditional pumps - Operational flexibility across various chemical types and viscosities - Lower long-term costs through durable construction and minimal downtime - Simplified installation with portable or fixed mounting options
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This air-driven dual diaphragm pump is specifically designed for transferring aggressive chemicals across multiple industrial sectors. Its compressed air operation makes it inherently safe for environments where electrical equipment poses risks, providing reliable fluid handling without spark hazards or leakage concerns. Industries dealing with corrosive, viscous, or shear-sensitive fluids benefit from this pump's robust performance. The dual diaphragm design ensures smooth chemical transfer while maintaining operational safety, making it suitable for continuous industrial processes where reliability and hazard prevention are critical requirements. Real-world applications: - Chemical processing plants for transferring acids, solvents, and aggressive industrial chemicals - Pharmaceutical manufacturing facilities handling sensitive chemical compounds and ingredients - Paint and coating production lines for moving pigments, resins, and finishing materials - Water treatment facilities for chemical dosing and treatment solution transfer - Industrial cleaning systems for circulating detergents and chemical cleaning agents
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Janani Enterprises, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Manufacturer
Factory Details
Factory Size1000-5000 sqm
Industrial Chemical Transfer Air Driven Dual Diaphragm Pump For Leak Free Performance
Chemical Transfer Air Driven Dual Diaphragm Pump safely handles aggressive fluids using compressed air, eliminating electrical hazards for reliable industrial performance with leak-free operation.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Janani Enterprises
 Tamil Nadu, India
Tamil Nadu, India
Manufacturer

